–љ–∞—Г—З–љ—Л–є
–ґ—Г—А–љ–∞–ї
–°—А–Њ—З–љ–∞—П –њ—Г–±–ї–Є–Ї–∞—Ж–Є—П –љ–∞—Г—З–љ–Њ–є —Б—В–∞—В—М–Є
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

–£–Я–†–Ю–І–Э–Х–Э–Х–Ш–Х –Ф–Х–Ґ–Р–Ы–Х–Щ –Ф–†–Ю–С–Х–°–Ґ–†–£–Щ–Э–Ю–Щ –Ю–С–†–Р–С–Ю–Ґ–Ъ–Ю–Щ

–†—Г–±—А–Є–Ї–∞: –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –љ–∞—Г–Ї–Є
–Ц—Г—А–љ–∞–ї: «–Х–≤—А–∞–Ј–Є–є—Б–Ї–Є–є –Э–∞—Г—З–љ—Л–є –Ц—Г—А–љ–∞–ї вДЦ12 2022» (–і–µ–Ї–∞–±—А—М, 2022)
–Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ—Б–Љ–Њ—В—А–Њ–≤ —Б—В–∞—В—М–Є: 1446
–Я–Њ–Ї–∞–Ј–∞—В—М PDF –≤–µ—А—Б–Є—О –£–Я–†–Ю–І–Э–Х–Э–Х–Ш–Х –Ф–Х–Ґ–Р–Ы–Х–Щ –Ф–†–Ю–С–Х–°–Ґ–†–£–Щ–Э–Ю–Щ –Ю–С–†–Р–С–Ю–Ґ–Ъ–Ю–Щ
–І—Г–ґ–µ–љ—М–Ї–Њ–≤–∞ –°–≤–µ—В–ї–∞–љ–∞ –Р–ї–µ–Ї—Б–∞–љ–і—А–Њ–≤–љ–∞
–Ь–∞–≥–Є—Б—В—А–∞–љ—В –Ї–∞—Д–µ–і—А—Л –Ґ–Ґ–Ь–Є–†–Я–°
–§–µ–і–µ—А–∞–ї—М–љ–Њ–µ –≥–Њ—Б—Г–і–∞—А—Б—В–≤–µ–љ–љ–Њ–µ –∞–≤—В–Њ–љ–Њ–Љ–љ–Њ–µ
–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М–љ–Њ–µ —Г—З—А–µ–ґ–і–µ–љ–Є–µ –≤—Л—Б—И–µ–≥–Њ –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П
¬Ђ–†–Њ—Б—Б–Є–є—Б–Ї–Є–є —Г–љ–Є–≤–µ—А—Б–Є—В–µ—В —В—А–∞–љ—Б–њ–Њ—А—В–∞¬ї (–†–£–Ґ (–Ь–Ш–Ш–Ґ))
E-mail: teh-mash.remontps@yandex.ru
–° —Ж–µ–ї—М—О —Г–ї—Г—З—И–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–∞ –і–µ—В–∞–ї–µ–є, –њ—А–µ–і—К—П–≤–ї—П—О—В—Б—П –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –ґ–µ—Б—В–Ї–Є–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–Љ—Г —Б–ї–Њ—О. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —А–∞–Ј–ї–Є—З–љ—Л–µ —Г–њ—А–Њ—З–љ—П—О—Й–Є–µ –Љ–µ—В–Њ–і—Л –Њ–±—А–∞–±–Њ—В–Ї–Є, –≤ —З–∞—Б—В–љ–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Њ–µ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–µ.
–Ф—А–Њ–±–µ—Б—В—А—Г–є–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –Њ—В–љ–Њ—Б–Є—В—Б—П –Ї –∞–±—А–∞–Ј–Є–≤–љ–Њ-—Б—В—А—Г–є–љ—Л–Љ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–Љ —Б–њ–Њ—Б–Њ–±–∞–Љ –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –і–ї—П —Г–і–∞–ї–µ–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є –Є –њ—А–Є–і–∞–љ–Є—П –Њ–њ—В–Є–Љ–∞–ї—М–љ–Њ–є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є –њ–Њ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї—О ¬Ђ–≥–ї—Г–±–Є–љ–∞ –≤–њ–∞–і–Є–љ—Л¬ї (–Њ—В–њ–µ—З–∞—В–Њ–Ї). –Ф–ї—П –Њ—Ж–µ–љ–Ї–Є –≤–ї–Є—П–љ–Є—П —А–∞–Ј–≤–Є—В–Њ—Б—В–Є (—И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є) –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ–і –њ–ї–∞–Ј–Љ–µ–љ–љ–Њ–µ –љ–∞–њ—Л–ї–µ–љ–Є–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Њ –∞–љ–∞–ї–Є—В–Є—З–µ—Б–Ї–Њ–µ –≤—Л—А–∞–ґ–µ–љ–Є–µ —Н–љ–µ—А–≥–Є–Є –∞–Ї—В–Є–≤–∞—Ж–Є–Є, –Ї–Њ—В–Њ—А–Њ–є –і–Њ–ї–ґ–љ—Л –Њ–±–ї–∞–і–∞—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ—Л–µ —Б–ї–Њ–Є –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П –љ–∞–њ—Л–ї–µ–љ–љ–Њ–≥–Њ –Є–Ј–љ–Њ—Б–Њ—Б—В–Њ–є–Ї–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П —Б –Њ—Б–љ–Њ–≤–Њ–є –і–µ—В–∞–ї–Є. –Ф–∞–љ–љ—Л–є –≤–Є–і –Њ–±—А–∞–±–Њ—В–Ї–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П —Б –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ–Љ —Б—В—А—Г–Є —Б–ґ–∞—В–Њ–≥–Њ –≤–Њ–Ј–і—Г—Е–∞, –Ї–Њ—В–Њ—А–∞—П –Ј–∞—Е–≤–∞—В—Л–≤–∞–µ—В –і—А–Њ–±—М (—З–∞—Б—В–Є—Ж—Л –∞–±—А–∞–Ј–Є–≤–∞) –Є –њ–µ—А–µ–Љ–µ—Й–∞–µ—В –≤ —Б—В–Њ—А–Њ–љ—Г –њ–Њ–і–≥–Њ—В–∞–≤–ї–Є–≤–∞–µ–Љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ–і –њ–ї–∞–Ј–Љ–µ–љ–љ–Њ–µ –љ–∞–њ—Л–ї–µ–љ–Є–µ –Ј–∞—Й–Є—В–љ–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Є–Ј –Љ–µ–ї–Ї–Њ–і–Є—Б–њ–µ—А—Б–љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ (–њ–Њ—А–Њ—И–Ї–∞).
–Ф—А–Њ–±–µ—Б—В—А—Г–є–љ—Л–є –љ–∞–Ї–ї–µ–њ (–Ф—Б–Э) вАФ –Љ–µ—В–Њ–і –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ—Л–Љ –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Є–Љ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–µ–Љ –њ–Њ—В–Њ–Ї–Њ–Љ —З–∞—Б—В–Є—Ж –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—Й–µ–є —Б—А–µ–і—Л вАФ –і—А–Њ–±–Є (—Б—В–∞–ї—М–љ–Њ–є, —З—Г–≥—Г–љ–љ–Њ–є, —Б—В–µ–Ї–ї—П–љ–љ–Њ–є –Є –і—А., —А–Є—Б. 3.66). –І–∞—Б—В–Є—Ж—Л –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—Й–µ–є —Б—А–µ–і—Л вАФ –і—А–Њ–±—М вАФ –Љ–Њ–≥—Г—В –±—Л—В—М –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ—Л –Є–Ј —А–∞–Ј–ї–Є—З–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ —А–∞–Ј–ї–Є—З–љ—Л–Љ–Є –Љ–µ—В–Њ–і–∞–Љ–Є (–ї–Є—В—М–µ, –≤—Л—А—Г–±–Ї–∞, –і—А–Њ–±–ї–µ–љ–Є–µ, –Љ–µ—Е–Њ–±—А–∞–±–Њ—В–Ї–∞), –Љ–Њ–≥—Г—В –Є–Љ–µ—В—М —А–∞–Ј–ї–Є—З–љ—Г—О —Д–Њ—А–Љ—Г –Є —А–∞–Ј–Љ–µ—А—Л (—И–∞—А—Л, —А—Г–±–ї–µ–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞; –і–Є–∞–Љ–µ—В—А:
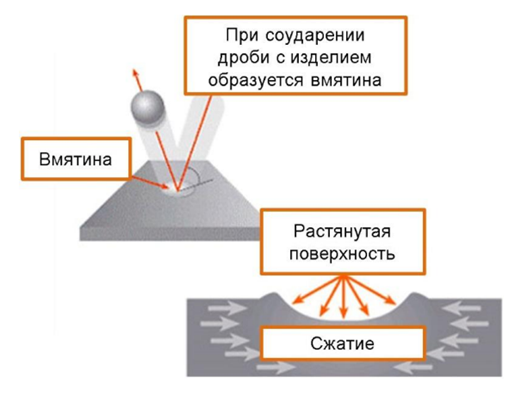
–†–Є—Б—Г–љ–Њ–Ї 1 вАФ –њ—А–Њ—Ж–µ—Б—Б —Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є—П —Г–њ—А–Њ—З–љ—П—О—Й–µ–≥–Њ —Б–ї–Њ—П.
–Э–∞–Є–±–Њ–ї–µ–µ —Б—Г—Й–µ—Б—В–≤–µ–љ–љ—Л–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є –њ—А–Њ—Ж–µ—Б—Б–∞ —П–≤–ї—П—О—В—Б—П —Б–Ї–Њ—А–Њ—Б—В—М –њ–Њ—В–Њ–Ї–∞ –і—А–Њ–±–Є, –і–Њ—Б—В–Є–≥–∞—О—Й–∞—П
–Т –Ї–Њ–љ–µ—З–љ–Њ–Љ –Є—В–Њ–≥–µ –љ–∞ –і–µ—В–∞–ї–Є –Њ–±—А–∞–Ј—Г–µ—В—Б—П —Б–ї–Њ–є —Б–ґ–Є–Љ–∞—О—Й–Є—Е –љ–∞–њ—А—П–ґ–µ–љ–Є–є, –±–ї–∞–≥–Њ–і–∞—А—П –Ї–Њ—В–Њ—А—Л–Љ –њ—А–Њ–і–ї–µ–≤–∞–µ—В—Б—П —Б—А–Њ–Ї —Б–ї—Г–ґ–±—Л –і–µ—В–∞–ї–Є
–°–њ–Є—Б–Њ–Ї –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–љ–Њ–є –ї–Є—В–µ—А–∞—В—Г—А—Л
- –С–Њ–±—А–Њ–≤—Б–Ї–Є–є –Э. –Ь. –†–∞–Ј—А–∞–±–Њ—В–Ї–∞ –љ–∞—Г—З–љ—Л—Е –Њ—Б–љ–Њ–≤ –њ—А–Њ—Ж–µ—Б—Б–∞ –Њ–±—А–∞–±–Њ—В–Ї–Є –і–µ—В–∞–ї–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ-–њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Є–Љ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–µ–Љ –±–µ–Ј –њ—А–Є–Љ–µ–љ–µ–љ–Є—П —Б–Љ–∞–Ј–Њ—З–љ–Њ- 73 –Њ—Е–ї–∞–ґ–і–∞—О—Й–Є—Е –ґ–Є–і–Ї–Њ—Б—В–µ–є. вАФ –Ґ–Њ–ї—М—П—В—В–Є: –Ґ–Њ–ї—М—П—В—В–Є–љ—Б–Ї–Є–є –≥–Њ—Б. —Г–љ–Є–≤–µ—А—Б–Є—В–µ—В, 2008. вАФ 170—Б
- –Ґ–Њ—А–±–Є–ї–Њ –Т.–Ь. –°–Є–ї–Њ–≤–Њ–µ –≤—Л–≥–ї–∞–ґ–Є–≤–∞–љ–Є–µ / –Т. –Ь. –Ґ–Њ—А–±–Є–ї–Њ. // –°–Њ–≤–µ—А—И–µ–љ—Б—В–≤–Њ–≤–∞–љ–Є–µ –њ—А–Њ—Ж–µ—Б—Б–Њ–≤ –∞–±—А–∞–Ј–Є–≤–љ–Њ-–∞–ї–Љ–∞–Ј–љ–Њ–є –Є —Г–њ—А–Њ—З–љ—П—О—Й–µ–є —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є –≤ –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–Є. вАФ –Я–µ—А–Љ—М, 1983 вАФ –°.
57-60. - –Я–Њ–њ–Њ–≤–∞ –Т. –Т. –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Њ–µ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–µ –Є —Д–Є–Ј–Є–Ї–Њ—Е–Є–Љ–Є—З–µ—Б–Ї–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ вАФ –Ь.: –Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ, 2013. вАФ 99 —Б
- –Ґ–∞–Љ–∞—А–Ї–Є–љ –Ь.–Р, –Ґ–Є—Й–µ–љ–Ї–Њ –≠.–≠, –Ы–µ–±–µ–і–µ–љ—М–Ї–Њ –Т.–У. –Я–Њ–≤—Л—И–µ–љ–Є–µ –Ї–∞—З–µ—Б—В–≤–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ —Б–ї–Њ—П –і–µ—В–∞–ї–µ–є –њ—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ—Л–Љ –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Є–Љ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–µ–Љ –≤ –≥–Є–±–Ї–Є—Е –≥—А–∞–љ—Г–ї–Є—А–Њ–≤–∞–љ–љ—Л—Е —Б—А–µ–і–∞—Е // –Т–µ—Б—В–љ–Є–Ї –Ф–У–Ґ–£, 2009. –Ґ9. вДЦ 3(42)






