–љ–∞—Г—З–љ—Л–є
–ґ—Г—А–љ–∞–ї
–°—А–Њ—З–љ–∞—П –њ—Г–±–ї–Є–Ї–∞—Ж–Є—П –љ–∞—Г—З–љ–Њ–є —Б—В–∞—В—М–Є
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

–Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П —Б–±–Њ—А–Ї–∞ –Љ–љ–Њ–≥–Њ—Н–ї–µ–Љ–µ–љ—В–љ—Л—Е –Є–Ј–і–µ–ї–Є–є

–†—Г–±—А–Є–Ї–∞: –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –љ–∞—Г–Ї–Є
–Ц—Г—А–љ–∞–ї: «–Х–≤—А–∞–Ј–Є–є—Б–Ї–Є–є –Э–∞—Г—З–љ—Л–є –Ц—Г—А–љ–∞–ї вДЦ6 2015» (–Є—О–љ—М 2015)
–Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ—Б–Љ–Њ—В—А–Њ–≤ —Б—В–∞—В—М–Є: 3662
–Я–Њ–Ї–∞–Ј–∞—В—М PDF –≤–µ—А—Б–Є—О –Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П —Б–±–Њ—А–Ї–∞ –Љ–љ–Њ–≥–Њ—Н–ї–µ–Љ–µ–љ—В–љ—Л—Е –Є–Ј–і–µ–ї–Є–є
–Р.–Т. –Ґ—А–µ–≥—Г–±–Њ–≤
–Т—Л—Б–Њ–Ї–∞—П —В—А—Г–і–Њ–µ–Љ–Ї–Њ—Б—В—М —Б–±–Њ—А–Ї–Є –Њ–±—Г—Б–ї–Њ–≤–Є–ї–∞ –њ—А–Њ–≤–µ–і–µ–љ–Є–µ –љ–∞ –Њ–і–љ–Њ–Љ –Є–Ј –њ—А–µ–і–њ—А–Є—П—В–Є–є —А–∞–±–Њ—В –њ–Њ —Б–Њ–Ј–і–∞–љ–Є—О –Љ–µ—В–Њ–і–Њ–≤ –Є —Б—А–µ–і—Б—В–≤, –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ—Л—Е –і–ї—П –∞–≤—В–Њ–Љ–∞—В–Є–Ј–∞—Ж–Є–Є —Б–±–Њ—А–Ї–Є –Љ–љ–Њ–≥–Њ—Н–ї–µ–Љ–µ–љ—В–љ—Л—Е –Є–Ј–і–µ–ї–Є–є.
–Т –Ї–∞—З–µ—Б—В–≤–µ –Њ–±—К–µ–Ї—В–∞ –∞–≤—В–Њ–Љ–∞—В–Є–Ј–Є—А–Њ–≤–∞–љ–љ–Њ–є —Б–±–Њ—А–Ї–Є –±—Л–ї–Є –≤—Л–±—А–∞–љ—Л –Є–Ј–і–µ–ї–Є—П —И–Є—А–Њ–Ї–Њ–≥–Њ –њ–Њ—В—А–µ–±–ї–µ–љ–Є—П –њ–Њ–і –Њ–±—Й–Є–Љ –љ–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ–Љ ¬Ђ–Љ–∞—Б—Б–∞–ґ–љ–∞—П —Й–µ—В–Ї–∞¬ї, –Є–Љ–µ—О—Й–Є–µ –±–∞–Ј–Њ–≤—Л–µ –і–µ—В–∞–ї–Є –Є–Ј —А–µ–Ј–Є–љ—Л-–њ–ї–∞—Б—В–Є–љ—Л —В–Њ–ї—Й–Є–љ–Њ–є 2 –Љ–Љ —Б —В–Њ—З–љ–Њ –Ї–Њ–Њ—А–і–Є–љ–Є—А–Њ–≤–∞–љ–љ—Л–Љ–Є –Љ–љ–Њ–≥–Њ—З–Є—Б–ї–µ–љ–љ—Л–Љ–Є –Њ—В–≤–µ—А—Б—В–Є—П–Љ–Є –і–Є–∞–Љ–µ—В—А–Њ–Љ 0,5 –Љ–Љ, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ—Л–Љ–Є —Б–Њ —Б—А–µ–і–љ–Є–Љ —И–∞–≥–Њ–Љ 5,5 –Љ–Љ. –Т —Н—В–Є –Њ—В–≤–µ—А—Б—В–Є—П, –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Љ–Њ–і–µ–ї–Є –Є–Ј–і–µ–ї–Є—П, —Б–ї–µ–і–Њ–≤–∞–ї–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –Њ—В 110 –і–Њ 170 —И—В—Г–Ї —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є —Б–Њ —И–ї—П–њ–Ї–∞–Љ–Є; –і–ї–Є–љ–∞ —Б—В–µ—А–ґ–љ—П 20 –Љ–Љ –њ—А–Є –і–Є–∞–Љ–µ—В—А–µ 1,2 –Љ–Љ, –і–Є–∞–Љ–µ—В—А —И–ї—П–њ–Ї–Є 2вА¶2,5 –Љ–Љ.
–Э–∞–Є–±–Њ–ї–µ–µ –њ–µ—А—Б–њ–µ–Ї—В–Є–≤–љ—Л–Љ –Љ–µ—В–Њ–і–Њ–Љ —Б–±–Њ—А–Ї–Є, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—Й–Є–Љ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ —Б–љ–Є–ґ–µ–љ–Є–µ —В—А—Г–і–Њ–µ–Љ–Ї–Њ—Б—В–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ –Є–Ј–і–µ–ї–Є–є, –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В—Б—П —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—Б–µ—Е —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є –≤ –±–∞–Ј–Њ–≤—Г—О –і–µ—В–∞–ї—М –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ, –њ–Њ—Н—В–Њ–Љ—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –≤ –њ–µ—А–≤—Г—О –Њ—З–µ—А–µ–і—М —А–µ—И–Є—В—М –≤–Њ–њ—А–Њ—Б —В–Њ—З–љ–Њ–≥–Њ –≥—А—Г–њ–њ–Њ–≤–Њ–≥–Њ –Њ—А–Є–µ–љ—В–Є—А–Њ–≤–∞–љ–Є—П —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є –њ–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ —Б–±–Њ—А–Ї–Є.
–Р–љ–∞–ї–Є–Ј —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е –Љ–µ—В–Њ–і–Њ–≤ –Є —Г—Б—В—А–Њ–є—Б—В–≤ –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є—П —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є-–∞–љ–∞–ї–Њ–≥–Њ–≤ —В–Є–њ–∞ –≤–Є–љ—В–Њ–≤ –Є –Ј–∞–Ї–ї–µ–њ–Њ–Ї –њ–µ—А–µ–і –Є—Е —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –≤ –±–∞–Ј–Њ–≤—Г—О –і–µ—В–∞–ї—М –Є–Љ–µ–µ—В—Б—П –≤ –ї–Є—В–µ—А–∞—В—Г—А–љ—Л—Е –Є—Б—В–Њ—З–љ–Є–Ї–∞—Е [1,2,3].
–†–∞—Б—Б–Љ–Њ—В—А–µ–љ—Л —А–∞–Ј–ї–Є—З–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є —Ж–∞–љ–≥, —А–∞–Ј–і–≤–Є–ґ–љ—Л—Е –Ї—Г–ї–∞—З–Ї–Њ–≤, –њ–Њ–і–≤–Є–ґ–љ—Л—Е –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є—Е –≥—Г–±–Њ–Ї –Є —В.–і. –Ґ–Њ—З–љ–Њ–µ –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є–µ —Б—В–µ—А–ґ–љ–µ–≤–Њ–є –і–µ—В–∞–ї–Є –Ј–і–µ—Б—М –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П —Н–ї–µ–Љ–µ–љ—В–∞–Љ–Є –±–∞–Ј–Є—А—Г—О—Й–Є—Е —Г—Б—В—А–Њ–є—Б—В–≤ –њ–Њ —Б—В–µ—А–ґ–љ—О –і–µ—В–∞–ї–Є, –њ—А–Є—З–µ–Љ –њ–Њ—Б–ї–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Б—В–µ—А–ґ–љ—П –і–µ—В–∞–ї–Є –≤ –Њ—В–≤–µ—А—Б—В–Є–µ –±–∞–Ј–Њ–≤–Њ–є –і–µ—В–∞–ї–Є, –њ–Њ–і–≤–Є–ґ–љ—Л–µ —Н–ї–µ–Љ–µ–љ—В—Л, —А–∞–Ј–і–≤–Є–≥–∞—П—Б—М, –њ—А–Њ–њ—Г—Б–Ї–∞—О—В –Є —И–ї—П–њ–Ї—Г.
–Ф–ї—П —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є —Б–Њ —И–ї—П–њ–Ї–∞–Љ–Є —В–Є–њ–∞ –≤–Є–љ—В–Њ–≤ –Є –Ј–∞–Ї–ї–µ–њ–Њ–Ї –Њ–њ–Є—Б–∞–љ–љ—Л–µ –≤ –ї–Є—В–µ—А–∞—В—Г—А–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є—П –Љ–Њ–≥—Г—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –і–ї—П –≥—А—Г–њ–њ–Њ–≤–Њ–є —Б–±–Њ—А–Ї–Є —В–Њ–ї—М–Ї–Њ —В–Њ–≥–і–∞, –Ї–Њ–≥–і–∞ –≥–∞–±–∞—А–Є—В –≤—Л–±—А–∞–љ–љ–Њ–≥–Њ –±–∞–Ј–Є—А—Г—О—Й–µ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Љ–µ–љ—М—И–µ —А–∞—Б—Б—В–Њ—П–љ–Є—П –Љ–µ–ґ–і—Г —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ–Љ—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є. –Ъ–Њ–љ—Б—В—А—Г–Ї—В–Њ—А—Б–Ї–Є–є –∞–љ–∞–ї–Є–Ј –њ–Њ–Ї–∞–Ј–∞–ї, —З—В–Њ –њ—А–Є —И–∞–≥–µ –Љ–µ–ґ–і—Г —Б—В–µ—А–ґ–љ–µ–≤—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є –≤ —Б–±–Њ—А–Ї–µ 5-6 –Љ–Љ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ —Б—Г—Й–µ—Б—В–≤—Г—О—Й–Є—Е –±–∞–Ј–Є—А—Г—О—Й–Є—Е —Г—Б—В—А–Њ–є—Б—В–≤ –љ–µ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В—Б—П –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ, —В.–Ї. –Њ–љ–Є –Ј–∞–≥—А–Њ–Љ–Њ–ґ–і–∞—О—В —А–∞–±–Њ—З—Г—О –Ј–Њ–љ—Г –Є –љ–µ –њ–Њ–Ј–≤–Њ–ї—П—О—В –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М –±–ї–Є–Ј–Ї–Њ—А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ—Л–µ —Б—В–µ—А–ґ–љ–µ–≤—Л–µ –і–µ—В–∞–ї–Є.
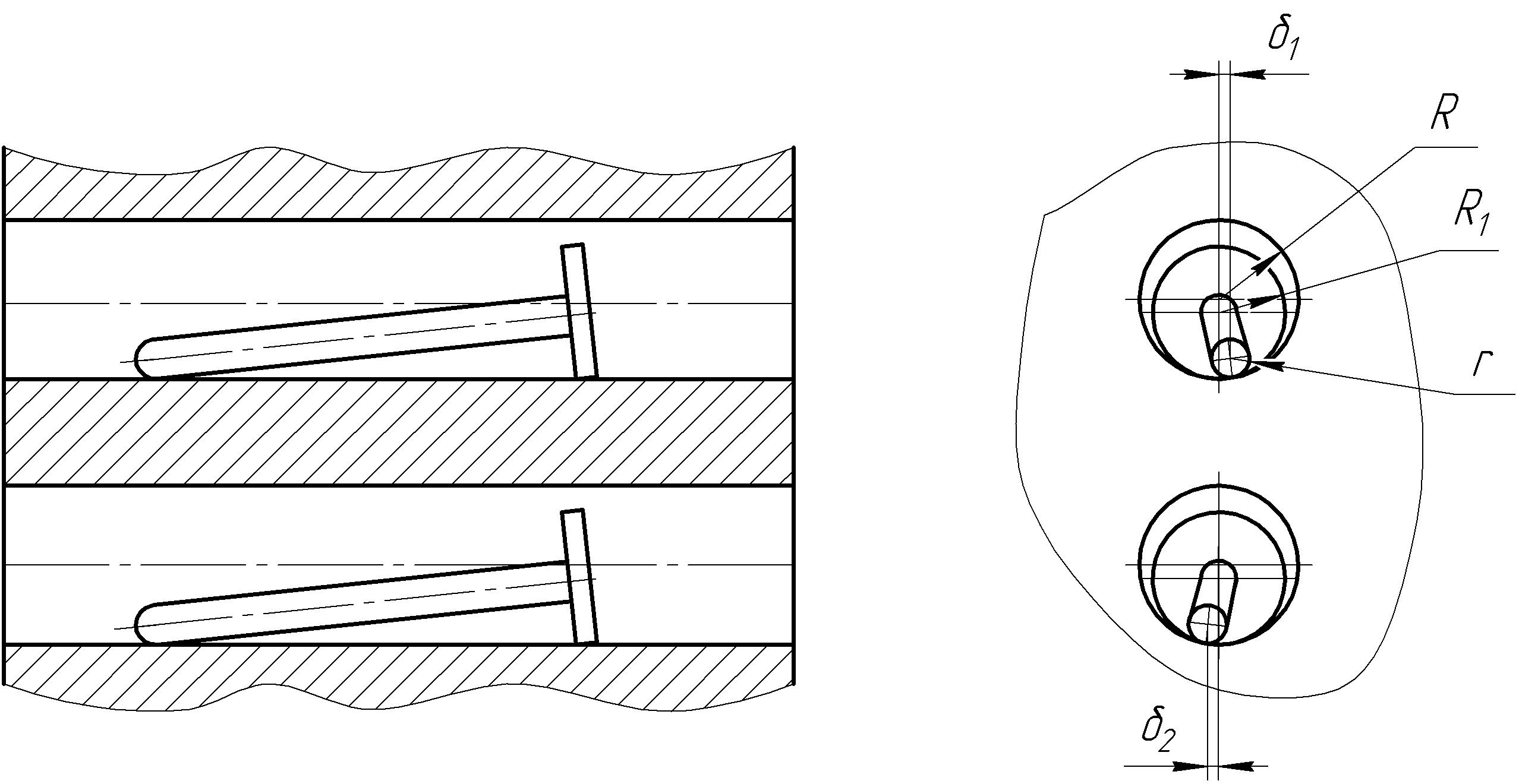
–†–Є—Б.1. –С–∞–Ј–Є—А–Њ–≤–∞–љ–Є–µ —В–Є–њ–Њ–≤—Л—Е —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є –≤ —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–Љ –Њ—В–≤–µ—А—Б—В–Є–Є
–Я—А–Њ–±–ї–µ–Љ–∞ –±—Л–ї–∞ —А–µ—И–µ–љ–∞ –њ—Г—В–µ–Љ –њ—А–Є–Љ–µ–љ–µ–љ–Є—П –і–ї—П –≥—А—Г–њ–њ–Њ–≤–Њ–≥–Њ –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є—П —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л, –∞ –Ї–Њ—В–Њ—А–Њ–є –≤—Л–њ–Њ–ї–љ–µ–љ—Л –±–∞–Ј–Є—А—Г—О—Й–Є–µ —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П, –Є–Љ–µ—О—Й–Є–µ –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ—Л–µ –Њ—Б–Є. –Я–∞—А–∞ —В–∞–Ї–Є—Е –Њ—В–≤–µ—А—Б—В–Є–є —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л —Б–Њ —Б—В–µ—А–ґ–љ–µ–≤—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є –≤–љ—Г—В—А–Є –њ–Њ–Ї–∞–Ј–∞–љ–∞ –љ–∞ —А–Є—Б. 1.
–Ґ–Є–њ–Њ–≤—Л–µ —Б—В–µ—А–ґ–љ–µ–≤—Л–µ –і–µ—В–∞–ї–Є –Ј–∞–љ–Є–Љ–∞—О—В –≤ —В–∞–Ї–Є—Е –Њ—В–≤–µ—А—Б—В–Є—П—Е –њ—А–Є–Љ–µ—А–љ–Њ –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–µ –љ–∞–Ї–ї–Њ–љ–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ–і —Г–≥–ї–Њ–Љ ќ± –Ї –≥–Њ—А–Є–Ј–Њ–љ—В—Г. –Я–Њ–≥—А–µ—И–љ–Њ—Б—В—М –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є—П ќі1,2 –Љ–Њ–ґ–µ—В –±—Л—В—М —А–∞—Б—Б—З–Є—В–∞–љ–∞ –њ–Њ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є:
![]() ,
,  , –≥–і–µ
, –≥–і–µ
- R , –Љ–Љ вАУ —А–∞–і–Є—Г—Б –Њ—В–≤–µ—А—Б—В–Є—П —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л;
- r, –Љ–Љ вАУ —А–∞–і–Є—Г—Б —В–Њ—А—Ж–∞ —Б—В–µ—А–ґ–љ–µ–≤–Њ–є –і–µ—В–∞–ї–Є;
- f вАУ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В —В—А–µ–љ–Є—П –і–≤–Є–ґ–µ–љ–Є—П –і–µ—В–∞–ї–Є –≤ –Њ—В–≤–µ—А—Б—В–Є–Є —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л;
- R1, –Љ–Љ вАУ —А–∞–і–Є—Г—Б —И–ї—П–њ–Ї–Є —Б—В–µ—А–ґ–љ–µ–≤–Њ–є –і–µ—В–∞–ї–Є;
- l, –Љ–Љ вАУ –і–ї–Є–љ–∞ —Б—В–µ—А–ґ–љ—П.
–Я—А–µ–і–ї–Њ–ґ–µ–љ–љ–∞—П —Б—Е–µ–Љ–∞ –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є—П –і–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–≥–Њ –Њ—А–Є–µ–љ—В–Є—А–Њ–≤–∞–љ–Є—П –≤ –±–∞–Ј–Є—А—Г—О—Й–Є—Е –Њ—В–≤–µ—А—Б—В–Є—П—Е —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л –ї—О–±–Њ–≥–Њ —З–Є—Б–ї–∞ —Б–Њ–±–Є—А–∞–µ–Љ—Л—Е —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є –њ—А–Є —Б–∞–Љ–Њ–Љ –њ–ї–Њ—В–љ–Њ–Љ –Є—Е —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –≤ –Є–Ј–і–µ–ї–Є–Є. –Я—А–Њ–≤–µ–і–µ–љ–љ—Л–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В—Л –њ–Њ–Ї–∞–Ј–∞–ї–Є –≤—Л—Б–Њ–Ї—Г—О —Б—В–µ–њ–µ–љ—М –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –њ—А–µ–і–ї–Њ–ґ–µ–љ–љ–Њ–є —Б—Е–µ–Љ—Л –±–∞–Ј–Є—А–Њ–≤–∞–љ–Є—П –Є –µ–µ —И–Є—А–Њ–Ї—Г—О —Г–љ–Є–≤–µ—А—Б–∞–ї—М–љ–Њ—Б—В—М –Ї —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є—П–Љ —А–∞–Ј–Љ–µ—А–Њ–≤ —Б–Њ–±–Є—А–∞–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є.<.p>
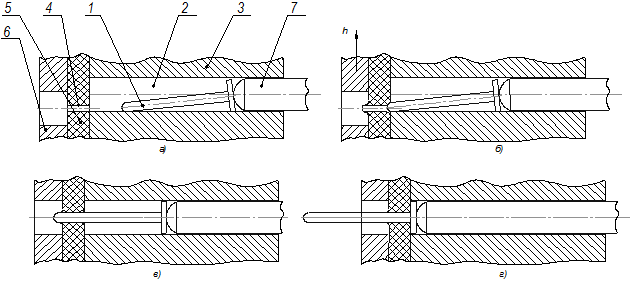
–†–Є—Б.2. –Я—А–Є–µ–Љ—Л –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–±–Њ—А–Ї–Є –Љ–љ–Њ–≥–Њ—Н–ї–µ–Љ–µ–љ—В–љ—Л—Е –Є–Ј–і–µ–ї–Є–є<.p>
–Э–∞–Ї–ї–Њ–љ–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –±–∞–Ј–Є—А—Г–µ–Љ—Л—Е —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є –≤ –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ—Л—Е –±–∞–Ј–Є—А—Г—О—Й–Є—Е –Њ—В–≤–µ—А—Б—В–Є—П—Е —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л –Є —Е–∞—А–∞–Ї—В–µ—А —Б–∞–Љ–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є —Б –Њ—В–≤–µ—А—Б—В–Є—П–Љ–Є —А–µ–Ј–Є–љ–Њ–≤–Њ–є –±–∞–Ј–Њ–≤–Њ–є –і–µ—В–∞–ї–Є (–љ–∞—В—П–≥ 0,7 –Љ–Љ) –њ–Њ—В—А–µ–±–Њ–≤–∞–ї–Њ —А–∞–Ј—А–∞–±–Њ—В–Ї–Є —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е –њ—А–Є–µ–Љ–Њ–≤ —Б–±–Њ—А–Ї–Є. –Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –≤—Л–њ–Њ–ї–љ—П–µ–Љ—Л—Е –њ—А–Є —Б–±–Њ—А–Ї–µ –і–µ–є—Б—В–≤–Є–є –њ–Њ–Ї–∞–Ј–∞–љ–∞ –љ–∞ —А–Є—Б.2, –њ—А–Є–µ–Љ—Л –∞,–±,–≤,–≥.<.p>
–Э–∞ —А–Є—Б.2,–∞) –њ–Њ–Ї–∞–Ј–∞–љ–Њ –≤–Ј–∞–Є–Љ–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Б–Њ–±–Є—А–∞–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є –Є–Ј–і–µ–ї–Є—П –Є —З–∞—Б—В–µ–є —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ —Б–±–Њ—А–Њ—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞. –Ф–µ—В–∞–ї–Є 1, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ—Л–µ –≤ –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ—Л—Е –±–∞–Ј–Є—А—Г—О—Й–Є—Е –Њ—В–≤–µ—А—Б—В–Є—П—Е 2 —Б–±–Њ—А–Њ—З–љ–Њ–є –Љ–∞—В—А–Є—Ж—Л 3 –њ–Њ–і–ї–µ–ґ–∞—В –њ–Њ—Б—В–∞–љ–Њ–≤–Ї–µ –≤ –Њ—В–≤–µ—А—Б—В–Є—П 4 —А–µ–Ј–Є–љ–Њ–≤–Њ–є –і–µ—В–∞–ї–Є 5, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–є –≤ –ї–Њ–ґ–µ–Љ–µ–љ—В–µ 6. –Я—Г–∞–љ—Б–Њ–љ—Л 7 –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—О—В –і–≤–Є–ґ–µ–љ–Є–µ —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є 1 –њ–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—О –Ї –Њ—В–≤–µ—А—Б—В–Є—П–Љ 4 –±–∞–Ј–Њ–≤–Њ–є –і–µ—В–∞–ї–Є 5. –Ј–∞—В–µ–Љ –Ї–Њ–љ—Ж—Л —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є –њ–Њ–і –і–µ–є—Б—В–≤–Є–µ–Љ –њ—Г–∞–љ—Б–Њ–љ–Њ–≤ 7 —Г–њ–Є—А–∞—О—В—Б—П –≤ –њ–ї–Њ—Б–Ї—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –±–∞–Ј–Њ–≤–Њ–є —А–µ–Ј–Є–љ–Њ–≤–Њ–є –і–µ—В–∞–ї–Є5 –≤ –Ј–Њ–љ–µ –Њ—В–≤–µ—А—Б—В–Є–є 4, –њ—А–Є —Н—В–Њ–Љ –±–∞–Ј–Њ–≤–∞—П –і–µ—В–∞–ї—М вАУ –њ–ї–∞—Б—В–Є–љ–∞ –і–µ—Д–Њ—А–Љ–Є—А—Г–µ—В—Б—П, –Њ–±—А–∞–Ј—Г—П –љ–∞ —Б–≤–Њ–µ–є –њ–ї–Њ—Б–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ –Ї–Њ–љ—Г—Б—Л —Б —Ж–µ–љ—В—А–∞–ї—М–љ—Л–Љ–Є –Њ—В–≤–µ—А—Б—В–Є—П–Љ–Є 4, –≤ –Ї–Њ—В–Њ—А—Л–µ –њ–ї–Њ—В–љ–Њ, —Б –љ–∞—В—П–≥–Њ–Љ, –≤—Е–Њ–і—П—В –Ї–Њ–љ—Ж—Л —Б—В–µ—А–ґ–љ–µ–≤—Л—Е –і–µ—В–∞–ї–µ–є (—А–Є—Б.2,–±). –Я—Г–∞–љ—Б–Њ–љ—Л –њ—А–Њ–і–Њ–ї–ґ–∞—О—В –і–≤–Є–ґ–µ–љ–Є–µ –Є –њ—А–Њ–і–≤–Є–≥–∞—О—В —Б—В–µ—А–ґ–љ–µ–≤—Л–µ –і–µ—В–∞–ї–Є –≤ –Њ—В–≤–µ—А—Б—В–Є—П –±–∞–Ј–Њ–≤–Њ–є, –∞ –ї–Њ–ґ–µ–Љ–µ–љ—В 6 —Б —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–є –≤ –љ–µ–Љ –±–∞–Ј–Њ–≤–Њ–є –і–µ—В–∞–ї—М—О 5 –њ–Њ–ї—Г—З–∞–µ—В –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –≤ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є h –і–Њ —Б–Њ–≤–њ–∞–і–µ–љ–Є—П –Њ—Б–µ–є –±–∞–Ј–Є—А—Г—О—Й–Є—Е –Њ—В–≤–µ—А—Б—В–Є–є 2 —Б –Њ—Б—П–Љ–Є –Њ—В–≤–µ—А—Б—В–Є–є 4 (—А–Є—Б.2 –±,–≤). –Т –Ї–Њ–љ—Ж–µ —Е–Њ–і–∞ –њ—Г–∞–љ—Б–Њ–љ—Л –Ј–∞–≤–µ—А—И–∞—О—В —Б–±–Њ—А–Ї—Г, –њ—А–Њ–і–≤–Є–≥–∞—П —Б—В–µ—А–ґ–љ–µ–≤—Л–µ –і–µ—В–∞–ї–Є –і–Њ —Г–њ–Њ—А–∞ —И–ї—П–њ–Њ–Ї –≤ –±–∞–Ј–Њ–≤—Г—О –і–µ—В–∞–ї—М (—А–Є—Б.2,–≥).<.p>
–Ы–Њ–ґ–µ–Љ–µ–љ—В 6 –≤–Љ–µ—Б—В–µ —Б –±–∞–Ј–Њ–≤–Њ–є –і–µ—В–∞–ї—М—О 5 –≤ —Б–±–Њ—А–µ —Б–Њ —Б—В–µ—А–ґ–љ–µ–≤—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є 1 –Њ—В–≤–Њ–і—П—В –Њ—В –Љ–∞—В—А–Є—Ж—Л, –≥–Њ—В–Њ–≤—Г—О —Б–±–Њ—А–Ї—Г —Б–љ–Є–Љ–∞—О—В —Б –ї–Њ–ґ–µ–Љ–µ–љ—В–∞, —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В —Б–ї–µ–і—Г—О—Й—Г—О –±–∞–Ј–Њ–≤—Г—О –і–µ—В–∞–ї—М, –Ј–∞–Ї—А—Л–≤–∞—О—В –ї–Њ–ґ–µ–Љ–µ–љ—В; –њ—Г–∞–љ—Б–Њ–љ—Л 7 –≤–Њ–Ј–≤—А–∞—Й–∞—О—В –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –њ—А–Є —Н—В–Њ–Љ –ї–Њ–ґ–µ–Љ–µ–љ—В –Њ–њ—Г—Б–Ї–∞–µ—В—Б—П —В–Њ–ґ–µ –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, —Б–±–Њ—А–Њ—З–љ—Г—О –Љ–∞—В—А–Є—Ж—Г –Ј–∞–≥—А—Г–ґ–∞—О—В —Б—В–µ—А–ґ–љ–µ–≤—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є, —Б–±–Њ—А–Њ—З–љ—Л–є —Ж–Є–Ї–ї –њ–Њ–≤—В–Њ—А—П—О—В.<.p>
–Я—А–µ–і–ї–Њ–ґ–µ–љ–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—В–Њ—А—Б–Ї–Њ-—В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ —А–µ—И–µ–љ–Є—П –њ–Њ–Ј–≤–Њ–ї–Є–ї–Є –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ —Б–љ–Є–Ј–Є—В—М —В—А—Г–і–Њ–µ–Љ–Ї–Њ—Б—В—М —Б–±–Њ—А–Ї–Є –і–≤—Г—Е —В–Є–њ–Њ—А–∞–Ј–Љ–µ—А–Њ–≤ –Є–Ј–і–µ–ї–Є–є –Љ–∞—Б—Б–Њ–≤–Њ–≥–Њ —В–Є–њ–∞ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ ¬Ђ–Љ–∞—Б—Б–∞–ґ–љ–∞—П —Й–µ—В–Ї–∞¬ї –Є –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –≤–Є–і–Њ–≤ –Ї–Њ–љ—В–∞–Ї—В–Њ–≤ –Љ–љ–Њ–≥–Њ–њ–Њ–ї—О—Б–љ—Л—Е —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е —А–∞–Ј—К–µ–Љ–Њ–≤ —Б –Є—Е –Ї–Њ—А–њ—Г—Б–∞–Љ–Є ( –∞.—Б. –°–°–°–† вДЦ 719854 ).
–Ы–Є—В–µ—А–∞—В—Г—А–∞
- –Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ. –≠–љ—Ж–Є–Ї–ї–Њ–њ–µ–і–Є—П. –Ґ3 вАУ 4 ¬Ђ–°–±–Њ—А–Ї–∞ –Љ–∞—И–Є–љ¬ї/–Ѓ.–Ь. –°–Њ–ї–Њ–Љ–µ–љ—Ж–µ–≤ –Є –і—А.; –њ–Њ–і –Њ–±—Й.—А–µ–і. –Ѓ.–Ь.–°–Њ–ї–Њ–Љ–µ–љ—Ж–µ–≤–∞.–Ь.:–Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ, 2000.760—Б.
- –Ч–∞–Љ—П—В–Є–љ –Т.–Ъ. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—П –Є –∞–≤—В–Њ–Љ–∞—В–Є–Ј–∞—Ж–Є—П —Б–±–Њ—А–Ї–Є: –£—З–µ–±–љ–Є–Ї –і–ї—П –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–Є—В–µ–ї—М–љ—Л—Е —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ—Б—В–µ–є –≤—Г–Ј–Њ–≤. вАУ –Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ, 1993. вАУ 464 —Б.: –Є–ї.
- –°—Г—Б–ї–Њ–≤ –Р.–У., –Ф–∞–ї—М—Б–Ї–Є–є –Р.–Ь. –Э–∞—Г—З–љ—Л–µ –Њ—Б–љ–Њ–≤—Л —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є—П. –Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ, 2002. 684 —Б.






