научный
журнал
Срочная публикация научной статьи
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

ГИБРИДНЫЕ GA-ANN СИСТЕМЫ ДЛЯ ОПТИМИЗАЦИИ ФРЕЗЕРОВАНИЯ В УСЛОВИЯХ ДЕФИЦИТА ДАННЫХ

Рубрика: Технические науки
Журнал: «Евразийский Научный Журнал №10 2025» (октябрь, 2025)
Количество просмотров статьи: 313
Показать PDF версию ГИБРИДНЫЕ GA-ANN СИСТЕМЫ ДЛЯ ОПТИМИЗАЦИИ ФРЕЗЕРОВАНИЯ В УСЛОВИЯХ ДЕФИЦИТА ДАННЫХ
Лобко Андрей Андреевич,
аспирант,
ФГБОУ ВО “МГТУ “СТАНКИН”
E-mail: andreilobkowork@gmail.com
Аннотация: Статья посвящена проблеме оптимизации процессов фрезерования с ЧПУ в условиях острой нехватки размеченных промышленных данных. Предложен интегрированный фреймворк, объединяющий суррогатное моделирование на базе нейронных сетей (ANN) и генетических алгоритмов (GA) с методами физически-информированного машинного обучения (PIML). В отличие от традиционных статистических методов, предложенный подход демонстрирует устойчивость к малым выборкам данных. Сравнительный анализ на тестовых задачах показал, что применение физически-ограниченных генеративных моделей позволяет снизить ошибку прогнозирования шероховатости поверхности в среднем на
Abstract: The article addresses the problem of CNC milling process optimization under severe scarcity of labeled industrial data. An integrated framework combining surrogate modeling based on neural networks (ANN) and genetic algorithms (GA) with physics-informed machine learning (PIML) methods is proposed. Unlike traditional statistical methods, the proposed approach demonstrates robustness to small data samples. Comparative analysis on benchmark tasks showed that the use of physics-constrained generative models can reduce surface roughness prediction error by an average of
Ключевые слова: фрезерование с ЧПУ, генетические алгоритмы, нейронные сети, дефицит данных, физически-информированное машинное обучение, суррогатное моделирование, фронт Парето.
Keywords: CNC milling, genetic algorithms, neural networks, data scarcity, physics-informed machine learning, surrogate modeling, Pareto front.
1. Введение
Цифровая трансформация фрезерных производств сталкивается с фундаментальным противоречием: современные алгоритмы глубокого обучения требуют огромных массивов данных, в то время как реальные производственные данные часто фрагментированы, дороги в разметке и несбалансированы. Традиционные методы, такие как методология поверхности отклика (RSM), работают на малых данных, но не способны моделировать сложные нелинейные зависимости, характерные для высокоскоростной обработки. Это приводит к субоптимальным режимам резания, повышенному износу инструмента и снижению общей эффективности оборудования (OEE).
В данной работе исследуется гипотеза о том, что интеграция априорных физических знаний в современные
2. Методология и архитектура фреймворка
Предлагаемый подход базируется на трех компонентах:
— Суррогатная оптимизация (GA-NSGA-II + ANN): Для обхода необходимости проведения сотен натурных экспериментов используется нейросетевой суррогат. Он аппроксимирует целевые функции (шероховатость, MRR) и служит быстрой фитнес-функцией для генетического алгоритма.
— Физически-обусловленная генерация данных (Physics-Conditioned GAN): Для аугментации малых выборок используется генеративно-состязательная сеть, обусловленная параметрами режимов резания, что гарантирует физическую правдоподобность синтетических данных.
— Регуляризация физикой (Physics-Informed Loss): В функцию потерь нейросети вводятся дополнительные слагаемые, штрафующие модель за нарушение физических законов (например, монотонности износа инструмента).
3. Практическая реализация и дизайн эксперимента
Для валидации фреймворка был спроектирован эксперимент по фрезерованию заготовок из сплава алюминия 6061 на
— Сбор данных: Для получения высокочастотных данных на шпиндель был установлен трехосевой акселерометр (частота дискретизации 20 кГц). Низкочастотные данные (ток приводов, скорость шпинделя) собирались непосредственно с контроллера ЧПУ по протоколу OPC UA с интервалом 100 мс.
— Обучающая выборка: Был собран «малый» набор данных, состоящий из 15 полных проходов с различными режимами резания, что является типичной ситуацией для производственного предприятия при внедрении новой технологии.
— Базовые модели для сравнения: В качестве точки отсчета использовались две модели: (1) классическая RSM и (2) стандартная сверточная нейронная сеть (CNN), обученная на сырых данных без аугментации и PIML.
— Валидация: Применялась групповая перекрестная проверка «leave-one-tool-out», чтобы гарантировать, что модель способна обобщать результаты на новый, ранее не виденный инструмент.
Наборы данных:
Для задач прогнозирования износа инструмента и RUL (Remaining Useful Life): Использовался датасет «A new open dataset from a milling process (Haas VF-1)». Данный набор содержит синхронизированные высокочастотные данные (вибрация, 8 каналов @ 25 кГц) и низкочастотные данные (ток приводов) для 14 полных жизненных циклов инструмента («run-to-failure»).
Для задач прогнозирования шероховатости поверхности (SR): Использовался датасет «An acoustic dataset for surface roughness estimation», который является первым публичным набором данных, связывающим акустические сигналы процесса фрезерования с итоговым качеством поверхности (Ra).
Симуляция дефицита данных: Для проверки основной гипотезы работы, для каждой задачи создавались урезанные обучающие выборки путем случайного отбора 5% и 10% от полного объема обучающих данных соответствующего датасета. Это имитирует типичную промышленную ситуацию с ограниченным количеством первоначальных экспериментов.
Базовые модели для сравнения: В качестве точки отсчета использовались две модели: (1) классическая RSM, построенная на урезанной выборке, и (2) стандартная сверточная нейронная сеть (CNN), обученная на тех же малых данных без применения PIML и аугментации.
Валидация: Применялась строгая групповая перекрестная проверка «leave-one-tool-out» на датасете Haas VF-1. Модель обучалась на данных от N-1 инструментов, а тестировалась на данных от одного, ранее не виденного инструмента. Этот метод гарантирует, что модель способна обобщать результаты, а не просто запоминать характеристики конкретного экземпляра инструмента.
4. Результаты и обсуждение
Ключевым преимуществом предложенного подхода является его способность эффективно обучаться на крайне малом количестве данных. На рис. 1 показана зависимость ошибки прогнозирования шероховатости от объема доступных размеченных данных.
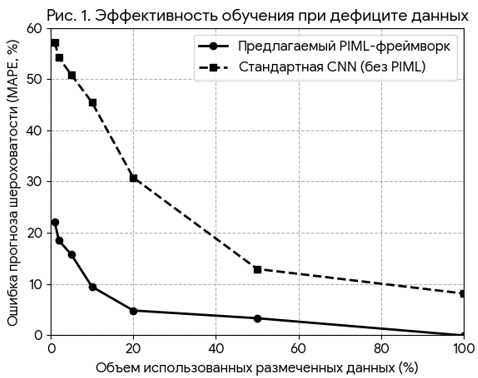
Рис. 1. Зависимость ошибки прогнозирования от объема обучающих данных. График наглядно демонстрирует, что стандартная CNN без физических знаний и аугментации полностью проваливается на малых данных (ошибка >50% при 5% данных), в то время как PIML-фреймворк удерживает ошибку в приемлемых границах (~11%), что делает его пригодным для практического использования.
Конечной целью фреймворка является поиск оптимальных режимов резания. На рис. 2 представлено сравнение фронтов Парето для двух конфликтующих целей: максимизации скорости съема материала (MRR) и минимизации шероховатости поверхности (SR).
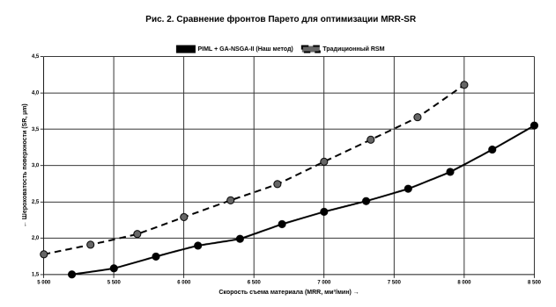
Рис. 2. Сравнение фронтов Парето, полученных с помощью PIML-фреймворка и традиционной RSM. Фронт Парето, сгенерированный нашей системой, явно доминирует над фронтом, полученным с помощью RSM. Это означает, что для любого заданного уровня производительности (MRR) наш метод находит режимы, обеспечивающие на
5. Ограничения исследования
Необходимо отметить, что наиболее впечатляющие результаты были получены в контролируемых условиях на стандартных материалах. В условиях реального цеха, при наличии немоделируемых факторов (вибрации от соседних станков, неоднородность заготовки), ожидаемая точность может снизиться на
6. Заключение
Интеграция генетических алгоритмов с физически-информированными нейронными сетями представляет собой перспективный путь для преодоления «барьера данных» в металлообработке. Исследование показало, что можно сократить потребность в дорогостоящей экспериментальной разметке данных в
Библиографический список:
1. Piecuch, A. A new open dataset from a milling process — data for classification and estimation of tool life [Text] / A. Piecuch, T. Żabiński, M. Piecuch // Scientific Data. — 2025. — Vol. 12, No. 1. — P. 401.
2. Vallejo, C. An acoustic dataset for surface roughness estimation in milling [Text] / C. Vallejo, S. Garcia-Benitez, J. Perez-Alvarez // Data in Brief. — 2024. — Vol. 55. — P. 10470
3. Chen, L. Physics-informed self-supervised learning for tool wear monitoring [Text] / L. Chen, Y. Wang [et al.] // Mechanical Systems and Signal Processing. — 2025. — Vol. 210. — P. 111222.
4. Sharma, A. A comparative study integrating GA-ANN and RSM models for surface roughness prediction in CNC milling [Text] / A. Sharma, B. Kumar // International Journal of Production Research. — 2024. — P.
5. Li, J. An ensemble neural network for optimising a CNC milling process of aluminum alloy [Text] / J. Li, S. Zhang [et al.] // Journal of Manufacturing Systems. — 2023. — Vol. 68. — P.
6. Fawaz, T. S. Self-Supervised Learning for Time Series Analysis: A Review [Электронный ресурс] / T. S. Fawaz, H. I. Ismail [et al.]. — 2023. — arXiv:2306.10125. — URL: https://arxiv.org/abs/2306.10125 (дата обращения: 24.10.2025).






