научный
журнал
Срочная публикация научной статьи
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

Аддитивные технологии в изготовлении судовых деталей методом литья

Рубрика: Технические науки
Журнал: « Евразийский Научный Журнал №9 2019» (сентябрь, 2019)
Количество просмотров статьи: 2278
Показать PDF версию Аддитивные технологии в изготовлении судовых деталей методом литья
Ноговицин Никита Алексеевич
Актуальность данной темы заключается в том что, на данный момент производство единичных деталей сложной формы очень дорогой и металлоёмкий процесс. И для изготовления заготовок формы, которых приближенны к чистовым размерам используют методы литья. Но и литьё бывает разное. Новые технологии позволяют упростить и повысить точность литейных форм.
Литейное производство — один из старейших технологических процессов, известных человечеству. Еще в Бронзовом веке наши предки умели менять агрегатное состояние руды, переплавлять ее в жидкий металл, заливать в форму и получать нужную отливку. В конце XX века, с появлением цифрового моделирования и затем с бурным развитием аддитивных технологий, наметились кардинальные перемены.
Основные традиционные виды литья
· литье в песчано-глинистые формы;
· оболочковое литье.
Роль аддитивных технологий
Выращивание моделей и форм путем 3D-печати позволяет получить результаты, недостижимые средствами классических технологических процессов. Важное преимущество заключается также и в значительной экономии времени на изготовление модельной оснастки. Сокращение срока создания прототипов и возможность вносить изменения в конструкцию открыли широчайшие возможности для опытного производства.
Благодаря 3D-процессам можно забыть о всех минусах традиционного литья. К последним относятся:
· долгий производственный цикл;
· трудоемкость механической обработки;
· недостаточная точность;
· роль человеческого фактора.
Литейное производство
Литье в песчано-глинистые формы (ПГФ) — стандартизированная технология, наиболее распространенная и проверенная, а с точки зрения функциональности — самая продвинутая. Производства, ее использующие, как правило, оборудованы автоматическими формовочными и стержневыми линиями, применяют автоматическую заливку и т.д. Литье в ПГФ характеризуется наличием многоразовой металлической или деревянной модельной оснастки. Форма, которую с нее снимают и в которую затем заливают металл, — одноразовая и сделана из специальной песчано-глиняной формовочной смеси. Такие формы стало возможным изготовлять на 3D-принтерах. Как правило, в этом случае используется технология CJP (цветная струйная печать из композита на основе гипса).
Оболочковое литье оперирует одним из двух методов:
· литье по выплавляемым моделям;
· литье по выжигаемым моделям.
Главная особенность этой технологии в том, что каждая модель используется один раз для отливки одного изделия, и сама форма, которая из нее получается, тоже одноразовая. При внедрении 3D-методов на производстве такого типа применяется:
· печать воском — для литья по выплавляемым моделям;
· печать фотополимерной смолой — для литья по выжигаемым моделям.
Литье в песчано-глинистые формы с использованием 3D-технологий
Процесс литья в ПГФ начинается с создания математической модели оснастки. Инженер-технолог или технолог-литейщик определяет линию разъема, усадку, уклон и другие параметры.
Затем эти данные передаются в аддитивную установку. Мы рассмотрим пример печати на 3D-принтере, принцип работы которого основан на технологии цветной струйной печати (CJP). Главное преимущество этой технологии в том, что, если модель по геометрии помещается в камеру построения, за одну операцию можно напечатать сразу несколько моделей.
Следующий этап — обработка модели. Обратите внимание: для экономии материала модель сделана пустотелой, с внутренним оребрением. В случае необходимости, пустой объем заливается простой эпоксидной смолой, чтобы придать конструкции большую жесткость. Так как гипс — материал не конструкционный, сама модель пропитывается смолой. После этого поверхность подвергается обработке (шпаклевке и шкурению) и покрывается специальной краской для модельной оснастки. Весь цикл изготовления методом литья в песчано-глинистые формы занимает не больше недели. По стойкости такая модель сопоставима с дерево-модельной оснасткой.

Рис.1 — Сравнение технологий Традиционного производства и 3D — печати.
Обработка, очистка и пропитка модели смолой
Таким образом, применение аддитивных технологий при литье в песчано-глинистые формы имеет следующие явные плюсы по сравнению с классическими методами:
· значительное сокращение производственного цикла;
· нет необходимости задействовать в процессе производства несколько инженеров-технологов или других специалистов;
· на 3D-принтере можно напечатать одновременно несколько изделий.
Сравнение с традиционной технологией
В традиционном процессе литья мастер-модель можно изготовить вручную или с помощью механической обработки. Вручную некоторые формы реализовать невозможно. Для изготовления мастер-моделей используют пятиосевые обрабатывающие центры с ЧПУ, что значительно увеличивает возможное разнообразие форм, но и стоимость такой восковки или мастер-модели заметно увеличивается. Такой путь получения отливки актуален для массового производства, в малой и средней серии он, чаще всего, экономически нецелесообразен — тут применение 3D-печати более рационально.
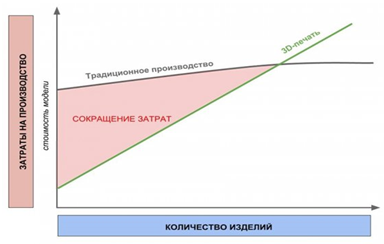
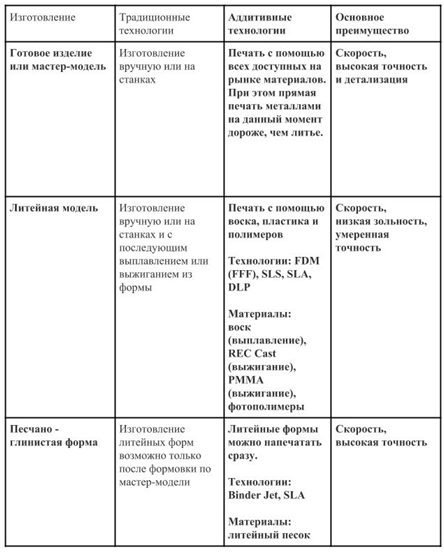
Рис.2 — Сравнение Традиционного производства и 3D — печать.
Таблица1 — Аналитическое сравнение методов.
Вывод: аддитивный метод в литейных технологиях производства, являются перспективным методом, позволяющим многократно сократить экономические и временные затраты, а так же сократить металлоёмкость производства единичных и мелкосерийных заготовок сложных форм.






