научный
журнал
Срочная публикация научной статьи
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

Вредные примеси в алюминиевых сплавах и способы очистки

Рубрика: Технические науки
Журнал: «Евразийский Научный Журнал №5 2019» (май, 2019)
Количество просмотров статьи: 10688
Показать PDF версию Вредные примеси в алюминиевых сплавах и способы очистки
Салдаев Сергей Александрович
Студент СФУ, Россия, г.Красноярск
Начальник Службы качества АО «РУСАЛ Кандалакша»
E-mail: sals75@mail.ru
Кудринский Евгений Алексеевич
Мастер-технолог литейного отделения АО «РУСАЛ Кандалакша»
Научный руководитель: Безруких Александр Иннокентьевич,
Кандидат технических наук.
Кафедра литейного производства,
СФУ. Россия, г.Красноярск
Вследствие высокой химической активности алюминия и ряда легирующих элементов промышленная технология плавки и литья алюминиевых сплавов не обеспечивает получения чистых по примесям отливок. Степень загрязнения алюминиевых расплавов определяется чистотой и компактностью исходных шихтовых материалов, а также совершенством технологического процесса и культурой производства.
Примеси снижают общий уровень качества готового продукта, становятся причиной различных видов брака, снижения выхода годного и ухудшения экономических показателей производства. Поэтому уровень содержания примесей является одним из основных факторов получения годного изделия.
Установлено, что и для литейных, и для деформируемых сплавов к наиболее вредным примесям относятся: водород и включения оксида алюминия.
Повышение содержания водорода в металле ведет к образованию в заготовке таких дефектов как газовая и газоусадочная пористость, которые отрицательно воздействуют на технологичность заготовки, что может привести к повышенной обрывности проводов тонкого и сверхтонкого сечения, получаемых из исходной катанки при ее последующем волочении.
Исследователи [1] считают, что причины попадания водорода в алюминий и его сплавы связаны со следующими факторами: во-первых, с электролитическим способом получения алюминия, при котором имеет место электролиз воды, адсорбированной электролитом, во-вторых, с взаимодействием расплава с водяным паром, содержащимся в атмосфере миксера [45]. Дополнительное насыщение расплава водородом может происходить также за счет наличия влаги, содержащейся в легирующих компонентах.
Наряду с водородом в металле в том или ином количестве всегда присутствуют твердые неметаллические включения (оксиды, карбиды, нитриды, сульфиды, шлаковые и флюсовые включения, кусочки футеровки и т.п.). Наиболее вредной твердой неметаллической примесью принято считать оксид алюминия, который неизбежно присутствует в расплаве, независимо от состава шихты и выбранной технологии.
Оксид алюминия может присутствовать в расплаве в двух модификациях: в виде обрывков поверхностной оксидной пленки α-Al2O3 (ρ=3900 — 4020 кг/м3), которая пассивна к водороду, и дисперсной γ-Al2O3 (ρ=3220 — 3700 кг/м3), образующей с водородом комплексное соединение γ-Al2O3 * хН [1].
Обычно при прочих равных условиях [1,5] увеличение содержания оксида алюминия повышает вязкость расплава и снижает его жидкотекучесть. Установлено [6], что величина линейной усадки зависит от газосодержания расплава, причем газовыделение в процессе кристаллизации сплава сильно сказывается на той части линейной усадки, которая развивается в эффективном интервале кристаллизации. Показано также, что из всех групп промышленных сплавов наиболее чувствительными к появлению газовой пористости являются алюминиевые сплавы. Главной причиной здесь является особенность поведения водорода, обусловленная тем, что он находится в пересыщенном твердом растворе. Кроме того, на величину газовой пористости оказывает влияние оксид алюминия, поскольку с увеличением его содержания возрастает газосодержание расплава.
В работах [1,
Исследованиями Б.Б. Гуляева [8, 9] установлено, что механические свойства литого материала определяются его структурой и развитием пористости.
Установлено отрицательное влияние как крупных оксидных включений и плен, так и тонкодисперсных оксидных включений на прочностные свойства, возникновение трещин, появление очагов усиленной коррозии, развитие макропористости и усадочной рыхлоты, повышение вязкости расплавов и т.д.
Одним из наиболее эффективных путей решения проблемы получения требуемого конечного содержания примесей в отливках является рафинирование сплавов.
Все способы рафинирования можно разделить на способы, направленные на удаление одной — двух примесей, и способы, позволяющие эффективно удалять целую гамму примесей. К последним относятся способы комбинированной обработки расплава, в том числе в потоке на стадии разливки. Их использование обеспечивает достаточно высокую производительность, автоматизацию процесса, экономию рабочей силы и улучшение условий труда. Учитывая это, они представляются наиболее эффективными и перспективными.
Рафинирование может осуществляться газовыми, жидкими и твердыми средами. Известны также способы, в основе которых лежит обработка расплавов воздействием полей (гравитационного, электрического, магнитного и кавитационного). Установлено, что при воздействии этих полей на расплав с целью удаления примесей достигаются приемлемые результаты, однако сложная и малонадежная техника, применяемая для реализации этих методов, делают эти способы малодоступными.
Вакуумная обработка расплавов алюминиевых сплавов, позволяет достаточно успешно удалять водород, а также, в некоторой степени, понижать содержание взвешенных в расплаве оксидных включений. Однако из-за высокой стоимости и сложности оборудования вакуумная обработка широко не практикуется на производстве.
Обработка расплава рафинирующими газами с целью удаления водорода является наиболее распространенным способом, применяемым в цехах литья алюминия и сплавов на его основе.
Рафинирующие газы делятся на две группы: нейтральные и активные. Нейтральные не вступают во взаимодействие с алюминиевым расплавом, активные же образуют с алюминием или входящими в состав сплава компонентами химические соединения.
К нейтральным следует, в первую очередь отнести инертные газы: Не, Nе, Аr, Кr, Хе. Из них в металлургии наиболее широкое применение получил Аr. Аргон сравнительно дешев, недефицитен и может быть получен в больших количествах. Для рафинирования применяют аргон высшего и первого сортов (ГОСТ
Азот до некоторой степени можно отнести к группе нейтральных газов, и поэтому он часто используется для обработки алюминиевых расплавов. Однако следует отметить, что реакция его взаимодействия с жидким алюминием (2А1+N2=2А1N) термодинамически возможна, но она получает заметное развитие только при температуре выше 1000 К [10]. Наличие Mg в сплаве заметно усиливает взаимодействие азота с расплавом с образованием нитридных фаз уже при 730°С. Это отрицательно сказывается на пластических характеристиках литого металла. На практике продувку алюминиевых расплавов азотом проводят, как правило, в тех случаях, когда содержание магния в них не превышает 2% [7].
В системе расплавленный металл — рафинирующий газ при избытке растворенного водорода в расплаве по отношению к его содержанию в газовой фазе должно иметь место перераспределение водорода. Этот процесс перехода водорода в рафинирующий газ будет протекать до установления равновесия между расплавом и газовой фазой.
Возможны два процесса: выстаивание расплава в среде нейтрального газа или продувка (барботаж) его нейтральным газом. Барботаж является более выгодным процессом по сравнению с выстаиванием: при одном и том же удельном расходе газа он обеспечивает более высокую степень удаления водорода либо при равной степени удаления — экономию рафинирующего газа [11].
Обычно продувку производят через графитовые трубки, снабженные насадками с диаметром отверстий
Среди активных газов наиболее часто применяется хлор. При введении в алюминиевый расплав он образует летучий хлористый алюминий, а со сплавами, содержащими магний — хлористый магний; при наличии в составе сплава натрия образуется хлористый натрий. Диффундирующий в пузырь водород, связывается хлором в устойчивое при температуре рафинирования химическое соединение НС1, разложению которого алюминием препятствует образовавшаяся на пузырьке солевая пленка, парциальное давление водорода в пузырьке не увеличивается по мере его всплывания в расплаве, что благоприятствует дегазации. Следовательно, хлор вступает как в химическое, так и в физическое взаимодействие с алюминиевым расплавом [7].
Но хлор является высокотоксичным элементом и, кроме того, способствует интенсивной коррозии оборудования. Летучие продукты взаимодействия хлора с алюминиевым расплавом тоже токсичны. Эти факторы обусловили постепенный отказ от применения обработки алюминиевых расплавов хлором. В настоящее время хлор используют только в качестве активной добавки к нейтральным газам.
Наиболее широкое применение в производстве нашли смеси нейтральных газов с хлором. Смесь 80% хлора и 20% азота практически не отличалась по эффективности от хлора, а смеси с 50, 20 и 10 % хлора занимали промежуточное положение между чистым хлором и азотом [12].
Обработка алюминиевых расплавов газами и смесями газов может осуществляться в печах, миксерах, ковшах и специальных камерах рафинирования. Место обработки определяется спецификой производства, наличием специального оборудования, а также типом обрабатываемого сплава. Литейные сплавы, в силу технологических особенностей чаще обрабатываются в печах и ковшах, причем предпочтительнее — в ковшах перед разливкой, так как в этом случае максимально снижается вероятность дополнительного загрязнения металла. В случае деформируемых сплавов наиболее эффективной представляется порционная обработка расплава в процессе разливки, что также снижает возможность дополнительного загрязнения расплава, а главное, обеспечивает равномерную и более полную обработку жидкого металла, чего сложно добиться при обработке всего объема металла в печи.
Необходимо отметить, что при обработке расплавов газами и газовыми смесями, с целью удаления водорода, происходит частичное удаление взвешенных оксидных включений. Процесс удаления взвешенных включений из расплава в процессе его продувки рафинирующим газом объясняется флотацией включений пузырьками газовой фазы к поверхности расплава, где эти включения переходят в шлаковую фазу.
Эффективным методом рафинирования алюминия и его сплавов от взвешенных в расплаве неметаллических включений является фильтрование. Сущность фильтрования состоит в пропускании расплавленного металла через фильтры, изготовленные из нейтральных или активных по отношению к нему материалов [4].
Удаление взвешенных включений, в ходе фильтрования, может осуществляться по трем механизмам [13] (рисунок 9).
Фильтрование тем эффективнее, чем в большей степени реализуются в его ходе все три представленные механизма.
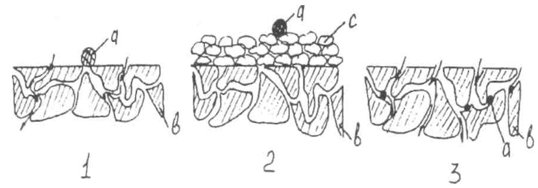
Рисунок 9 — Основные механизмы фильтрования
(а — включения, в — фильтр, с — осадок (кековый слой));
1. Механическое задерживание включений, размеры которых больше, чем диаметр отверстий фильтра;
2. Задержание включений осадком, который образуется на поверхности фильтра (кековое фильтрование);
3. Глубинное фильтрование, с задержанием включений в толще фильтра.
Существует несколько направлений реализации фильтрования. Первое из них — фильтрование расплава через сетчатые материалы (стеклоткань, металлическая сетка, например, из титана и др.). Этот вид очистки используется как при получении изделий из литейных сплавов, так и при литье слитков из деформируемых сплавов: в первом случае фильтр устанавливается в литниковую систему формы, а во втором — на пути металла от летки раздаточного миксера до кристаллизатора.
При фильтровании через сетчатые материалы происходит механическое отделение включений на сетчатом фильтре и частично в кековом слое.
Преимущества сетчатых фильтров — простота конструкции, возможность установки на любых участках перелива металла при литье слитков и небольшие затраты, связанные с их изготовлением и использованием.
Однако данные фильтры обладают недостатком, который ограничивает их рафинирующую способность. Эти фильтры задерживают только крупные включения. Также необходимо отметить, что процент включений, отделяемых кековым фильтрованием чрезвычайно невелик из-за сложности формирования и нестабильности кекового слоя. К тому же вероятность кекового фильтрования снижается с ростом размера ячеек.
Из-за отсутствия глубинного фильтрования тонкодисперсные включения не задерживаются вообще. Поэтому эти фильтры можно использовать только для грубой очистки.
Второе направление — фильтрование через твердые кусковые материалы (зернистые фильтры). Этому направлению исследователями уделяется много внимания [2].
Интерес к этому способу можно объяснить большей эффективностью зернистых фильтров по сравнению с сетчатыми. Наряду с более тонкой очисткой по взвешенным неметаллическим включениям, на
Простейший зернистый фильтр — это слой однородных кусочков фильтрующего материала определенной толщины. Однако трудоемкость изготовления его обуславливает тенденцию по использованию фильтров, состоящих из кусочков разного размера; иногда же используют многослойные фильтры. Эти фильтры обладают большой поверхностью контакта между металлом и материалом фильтра и длинными тонкими каналами переменного сечения.
Скорость перемещения металла в таких фильтрах переменная и в местах перехода из одного сечения канала в другое образуются завихрении с зонами пониженного давления. Эти гидродинамические явления повышают эффективность работы зернистых фильтров.
Ощутимую роль в более тонкой очистке играют адсорбционные силы, проявляющиеся в смачивании металлом материала фильтра. Фильтры из смачивающихся материалов в
При прохождении металлом узких каналов фильтра возникают благоприятные условия для контакта включений с поверхностью фильтра, налипания их и возможного физико-химического взаимодействия между ними.
В качестве материалов фильтра используют шамот, магнезит, алунд, кремнезем и др. Рекомендуется применять комбинированные фильтры из крошки магнезита, пропитанной различными солями. Чаще всего используют магнезит и сплав фторидов магния и кальция в соотношении 1:1. Фильтрование через фториды эффективнее, чем через магнезит, так как последний не смачивается алюминиевым расплавом.
Однако, несмотря на преимущества использования активных фильтров (очистка от водорода и оксидных включений), они не нашли пока широкого применения, прежде всего из-за быстрого разрыхления.
К недостаткам зернистых фильтров можно отнести их разрыхляемость и забиваемость каналов.
В настоящее время все большее признание приобретают жесткие фильтры из пенокерамики. Отмечается [14], что наилучшие результаты по очистке расплавов алюминиевых сплавов от дисперсных включений размером
Пенокерамические фильтры обладают рядом важных преимуществ. Во-первых, при фильтровании через них, реализуются все три механизма улавливания: механическое, кековое и глубинное. В связи с этим при фильтровании задерживаются взвешенные неметаллические включения всех размеров (грубо- и тонкодисперсные). Во-вторых, эти фильтры удобны и просты в эксплуатации. В-третьих, появляется возможность их использования в фасонном литье. Благодаря высокой рафинирующей способности, их применение предпочтительнее, чем сетчатых как в фасонном, так и в заготовительном литье. По этой же причине, а также из-за простоты и надежности в эксплуатации их применение целесообразнее, чем зернистых фильтров.
При применении пенокерамических фильтров очистка от крупных включений осуществляется за счет механического задержания на поверхности фильтра и кекового фильтрования, тонкодисперсные же включения, в основном, задерживаются за счет адсорбции на стенках каналов фильтра.
Удаление водорода при фильтровании через нейтральные пенокерамические фильтры происходит за счет диффузии его из расплава, разбитого на струю диаметром менее 5 мм, не имеющие на своей поверхности оксидной пленки. Процесс удаления водорода облегчается зарождением его пузырьков на острых гранях фильтра. Однако степень дегазациии за счет диффузии невелика. Дополнительное понижение уровня газосодержания достигается из-за улавливания комплексов γ-Al2O3*хН.
Одной из наиболее практикующихся в цехах приготовления сплавов на основе алюминия операций рафинирования является рафинирование флюсами, заключающееся в обработке расплава жидким флюсом или флюсом, плавящимся при внесении его на поверхность или вглубь расплава.
В качестве флюсов применяются, преимущественно, смеси хлористых и фтористых солей щелочных и щелочноземельных металлов, а также криолит и фтористый алюминий [4]. Такие смеси удобны в употреблении, так как на их основе можно получать комбинации флюсов с меньшей плотностью и более низкой температурой плавления, чем у алюминиевых сплавов.
Чаще всего для рафинирования большинства сплавов на основе алюминия используют флюсы с криолитом, причем содержание его изменяется в широких пределах от 5 до 25% [15]. Замена натриевого криолита на калиевый дает хорошие результаты при обработке деформируемых сплавов [4].
Флюсы на основе хлоридов магния и калия используют, преимущественно, при плавке А1-Мg сплавов, хотя не исключено их применение при обработке других деформируемых сплавов [4].
Для обработки алюминиевых сплавов также применяются универсальные флюсы, оказывающие рафинирующе-модифицирующее воздействие, то есть наряду с очисткой расплавов от вредных примесей они модифицируют расплав через перевод в него таких элементов как Nа, Sr, Тi, В. В качестве примера универсальных флюсов, можно привести флюсы следующих составов (% масс): 42%NаС1+42%КС1+6%NaF+6%К2ТiF6+4%КВF4, 50%NаС1+10%КС1+10%Nа3А1F6+30%NаF [4].
Механизм очистки алюминиевых расплавов от взвешенных неметаллических включений при флюсовой обработке базируется на удалении их из расплава за счет адсорбции, растворения или химического взаимодействия с расплавленными солями.
Основой большинства флюсов, используемых в алюминиевой промышленности, являются хлориды натрия и калия. Смеси этих солей обладают сравнительно низкой температурой плавления и малым краевым углом смачивания [16]. Для обеспечения хорошего отделения флюса, включающего соли с малым краевым углом смачивания и плохо отделяющиеся от расплава, и во избежание попадания флюса в отливку, добавляют некоторое количество какой-либо фтористой соли, повышающей поверхностное натяжение на границе с расплавом и способствующей отделению флюса вместе с неметаллическими примесями.
Обработка флюсами сопровождается дегазацией расплава [17]. Дегазация, при флюсовой обработке, проявляется в двух направлениях. Во-первых, часть поглощенного водорода удаляется вместе с адсорбированными включениями. Во-вторых, растворенный водород удаляется из расплава в результате продувки парами субхлоридов (субфторидов) и фтористого алюминия, образующихся в результате диссоциации составляющих флюса и протекания обменных реакций в металле.
Но дегазирующее воздействие флюса малоэффективно — в условиях производства оно позволяет снизить газосодержание только до
Широкое признание получила рафинирующая обработка расплавов гексахлорэтаном (С2С16), который в отличие от неорганических хлоридов (ZnCl2, МgСl2, МnCl2), рафинирующее воздействие которых аналогично хлору, негигроскопичен, не требует специальных условий для хранения и не загрязняет алюминий металлом.
Несмотря на высокую рафинирующую способность, использование гексахлорэтана затруднено, так как газообразные продукты, выделяющиеся при обработке токсичны. Поэтому гексахлорэтан должен применяться не в чистом виде, а как добавка в флюсовые и газофлюсовые смеси.
Увеличение рафинирующей способности флюсового рафинирования достигается за счет использования следующих способов:
• заливка расплава в раздаточный ковш, на дно которого, перед заливкой помещают порцию флюса — при наполнении ковша происходит интенсивное перемешивание металла с флюсом, приводящее к образованию большой поверхности контакта между ними;
• обработка расплава в индукционной печи жидким флюсом — интенсивная промывка поверхностных слоев металла и замешивание флюса в расплав осуществляется за счет электромагнитного перемешивания;
• рафинирование в магнитодинамических установках — металл активно контактирует с флюсом посредством многократной непрерывной подачи расплава под действием электромагнитных сил к границе раздела флюс-металл;
• механическое диспергирование флюса в металле с помощью импеллера;
• электрофлюсовое рафинирование — позволяет осуществлять непрерывное рафинирование струи металла путем пропускания ее через слой флюса и наложения электрического поля на границе металл-флюс, что улучшает физико-химические условия рафинирования.
Рассматривая способы интенсификации флюсового рафинирования необходимо отметить недостатки присущие некоторым из них. Так, рафинирование в магнитодинамических установках и электрофлюсовое рафинирование требует использования сложного дорогостоящего оборудования.
Сравнительная оценка процессов газового и флюсового рафинирования, позволяет выделить следующие моменты:
1. Газ используется в процессе рафинирующей обработки только до выхода пузырька из расплава, а флюс при механическом перемешивании постоянно контактирует с расплавленным металлом;
2. При газовом рафинировании неизбежно образуется значительное количество горячих отходящих газов, продукты же флюсовой обработки, в основном твердые, могут быть собраны и переработаны совместно со шлаком;
3. Следует отметить низкий ресурс работы диспергирующих устройств, в то время как механические мешалки зарекомендовали себя, как надежные и простые в эксплуатации устройства.
В настоящее время, повышенное внимание в мировой практике отводится использованию в качестве рафинирующих газофлюсовых смесей (ГФС), что объясняется высокой рафинирующей способностью последних [18, 19]. При обработке газофлюсовыми смесями реализуются все преимущества как флюсового, так и газового рафинирования. Технология газо-флюсовой обработки заключается в следующем: газ поступает в аппарат псевдоожиженного слоя, где происходит смешение газа и флюса — частицы флюса «витают» в газовой струе, после чего смесь через фурму подается в расплав.
Обработка газофлюсовыми смесями позволяет эффективно удалять из расплава водород, оксидные включения и при необходимости натрий.
В настоящее время все возрастающую роль в развитии и совершенствовании эффективных способов очистки расплавов от вредных примесей играют методы, которые обеспечивают одновременное (комплексное) удаление из расплава широкой гаммы примесей, в частности водорода и оксидных включений.
Технологические решения в этом направлении характеризуются рядом конструктивных особенностей, связанных с необходимостью эксплуатации в комплексе с агрегатами полунепрерывного и непрерывного литья.
На рисунке 10 представлена схема установки рафинирования в потоке алюминиевого расплава путем фильтрования через гранулированный оксид алюминия с одновременной непрерывной продувкой нейтральным газом [20]. Гранулы Al2O3 диаметром
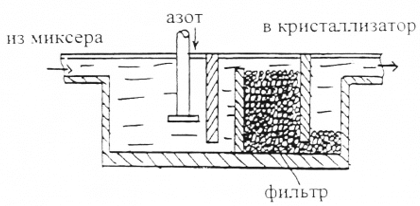
Рисунок 10 — Схема установки для дегазации алюминиевых расплавов нейтральными газами с фильтрованием через оксид алюминия.
Осуществление рафинирующей обработки в потоке для литейных сплавов представляет достаточно сложную задачу в организационном плане, поэтому комплексную обработку можно осуществить посредством последовательной обработки расплава.
В качестве примеров последовательной обработки можно представить следующие: фильтрование расплава через различные фильтры при переливе из плавильной печи в транспортно-разливочный ковш с последующей обработкой расплава продувкой газовой или газофлюсовой смесью в этом же ковше; флюсовая обработка расплава в индукционной печи с последующим фильтрованием при переливе в ковш; флюсовая обработка в ковше и разливка через пенокерамический фильтр, установленный в том же ковше.
Следует отметить, что большое многообразие методов обработки расплава в жидком состоянии нередко затрудняет выбор наиболее оптимального применительно к условиям производства и требованиям к качеству металла.
Заключение
Анализ литературного материала по вопросу рафинирования алюминия и его сплавов от водорода и неметаллических примесей позволяет сделать следующие выводы:
1. Показано, что для алюминиевых сплавов наиболее вредными примесями, оказывающими отрицательное влияние на эксплуатационные свойства изделий, является водород и оксид алюминия. Основные существующие способы рафинирования этих сплавов заключаются в применении продувки расплавов газами (нейтральными, активными и их смесями), флюсовой обработки расплава и фильтрования, а также различных комбинаций этих способов.
2. Установлено, что наиболее простым способом обработки алюминиевых сплавов в печи (ковше) является флюсовая обработка.
3. Анализ существующих методов обработки расплавов алюминиевых сплавов показывает, что обработка с целью удаления неметаллических включений производится с использованием всех сред.
4. Установлено, что при непрерывной обработке расплавов в потоке легко удается объединить как во времени, так и в пространстве дегазацию с удалением неметаллических включений за счет использования газофлюсовых смесей и фильтрования.
5. Данные литературных источников свидетельствуют о том, что наиболее широкое распространение получили способы фильтрования через фильтры из пенокерамики ПКФ, которые все чаще вытесняют сетчатые, зернистые и др. фильтры.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- Газы и окислы в алюминиевых деформируемых сплавах : Добаткин В.И. [и др.] — Москва : Металлургия, 1976. — 263 с.
- Бондарев, Б.И., Модифицирование алюминиевых деформируемых сплавов : Бондарев Б.И., Напалков В.И., Тарарышкин В.И. — Москва : Металлургия, 1979. — 223 с.
- Лигатуры для производства алюминиевых и магниевых сплавов : Напалков В.И. [и др.] — Москва : Металлургия, 1983. — 158 с.
- Курдюмов А.В. Флюсовая обработка и фильтрование алюминиевых расплавов / Курдюмов А.В. — Москва : Металлургия, 1980. — 196 с.
- Плавка и литье алюминиевых сплавов / Альтман М.Б. [и др.] ; Справочное руководство — Изд.
2-е, перераб. и доп.— Москва : Металлургия, 1983. — 352 с. - Новиков И.И. Горячеломкость цветных металлов и сплавов / Новиков И.И. — Москва : Наука, 1966. — 124 с.
- Макаров Г.С. Рафинирование алюминиевых сплавов газами / Макаров Г.С. — Москва : Металлургия, 1977. — 240 с.
- Гуляев Б.Б. Теория литейных процессов / Гуляев Б.Б. — Ленинград : Машиностроение, 1976. — 214 с.
- Гуляев Б.Б. Литейные процессы / Гуляев Б.Б. ; М.-Л., Машгиз, 1960. — 416 с.
- Мондольф Л.Ф. Структура и свойства алюминиевых сплавов / Мондольф Л.Ф. — Москва : Металлургия, 1979. — 640 с.
- Гохштейн М.Б. Рафинирование первичного алюминия от оксидных включений / Гохштейн М.Б., Морозов Я.И. — Москва : Металлургия, 1979. — 80 с.
- Кадышева Г.И. Рафинирование сплава АМг6 продувкой смесями аргона и хлора / Кадышева Г.И., Боргояков М.П., Нагибин В.А., Бюл. ВИЛС Технология легких сплавов, 1982. — С.
13-16 - Минц Д.М. Теоретические основы очистки воды (технология) / Минц Д.М. — Москва : Стройиздат, 1964. — 156 с.
- Фильтрация расплава через пенокерамические фильтры при выплавке жаропрочных сплавов в печах ИСВ / Офицеров А.А. [и др.], Бюл. ВИЛС Технология легких сплавов, № 6, 1992. — С.
23-25. - Постников Н.С. Прогрессивные методы плавки и литья алюминиевых сплавов / Постников Н.С., Черкасов В.В. — Москва : Металлургия, 1973. — 244 с.
- Металлические примеси в алюминиевых сплавах / Курдюмов А.В. [и др.] — Москва : Металлургия, 1988. — 144 с.
- Альтман М.Б. Металлургия литейных алюминиевых сплавов / Альтман М.Б. — Москва : Металлургия, 1972. — 152 с.
- Васильев В.А. Рафинирование первичного алюминия от натрия газопорошковой смесью углеродистый материал — инертный газ : автореф. дисс. канд. техн. наук / Васильев Валерьян Анатольевич — Ленинград, 1986.
- Кузьмичев Л.В. Рафинирование алюминиевых сплавов продувкой смесью газа с флюсом / Кузьмичев Л.В., Малиновский Р.Р. // Цветные металлы, № 8, 1973. — С.
43–45. - Горохов В.П. Промышленное внедрение непрерывного рафинирования алюминиевых сплавов продувкой азотом и фильтрацией через гранулированную окись алюминия / Горохов В.П., Ливанов В.А. // Цветные металлы, № 5, 1974. —С.
50–52. - Напалков В.И. Исследование влияния добавок титана и бора на структуру слитков алюминиевых сплавов / Напалков В.И., Бюл. ВИЛС Технология легких сплавов, № 3, 1977. — С.
14–16. - Туркина Н.И. Фазовые взаимодействия в системе А1-Мg-Sс / Туркина Н.И., Кузьмина В.И. // Изв. Ан СССР, Металлы, 1976. — С.
208-212. - О механизме образования интерметаллидов и их превращениях в процессе приготовления и использования лигатур А1-Тi-В и А1-Тi / Тепляков Ф.К. [и др.] // Цветные металлы, № 9, 1991,
54-55 с. - Особенности взаимодействия жидкого алюминия с фтористыми солями тугоплавких металлов / Напалков В.И., Тарарышкин В.И., Белко С.Ю. // Бюлл. ВИЛС Технология легких сплавов, № 8, 1980. — С.
19-23. - Reviews on the Influences of Alloying elements on the Microstructure and Mechanical Properties of Aluminum Alloys and Aluminum Alloy Composite / R.S. Rana, Rajesh Purohit // International Journal of Scientific and Research Publications, India. Vol. 2, 2012
- DC casting of aluminium: process behaviour and technology / Grandfield, J.F. and McGlade, P.T. // Materials Forum, Australia. Vol. 20, 1996. — Р.
29-51. - Янко Э.А. Производство алюминия / Э.А. Янко / СПб.:Изд-во Сю-Петерб. Ун-та, 2007. — 304 с.
- Faunce J. New Casting Method for Improving Billet Quality / Faunce, J P; Wagstaff, F E; Shaw, H. // Light Metals, Los Angeles, Calif; U.S.A; 27 Feb.-1 Mar. 1984. — Р.
1145-1158. - Buxmann К. Solidification Conditions and Microstructure in Continuously Cast Aluminum / Buxmann, K and Gold, E. // J. Met. Vol. 34, no. 4, Apr. 1982. — Р.
28-34. - Bunn A. Grain refinement by Al-Ti-B alloys in aluminium melts: a study of the mechanisms of poisoning by zirconium / Bunn, A. M, Schumacher, P, Kearns M. A, Boothroyd, C. B, and Greer, A. L. // Materials Science and Technology (UK). Vol. 15, no. 10, Oct. 1999. — Р.
1115-1123. - Kashyap K. Effects and mechanisms of grain refinement in aluminium alloys / Kashyap, K T; Chandrashekar, T. // Bulletin of Materials Science (India). Vol. 24, no. 4, Aug. 2000. — Р.
345-353. - Mohanty P. Mechanism of grain refinement in aluminum / Mohanty P.S, Gruzleski, J.E. // Acta Metall. Mater. Vol. 43, no. 5, May 1995 — Р.
2001-2012. - Greer A. Modelling of grain refinement in directional solidification / Greer, A.L., Quested, T.E., and Spalding, J.E. // Light Metals 2002 as held at the 131st TMS Annual Meeting; Seattle, WA; USA; Feb. 2002. — Р.
687-694. - Stefanescu. Solidification Structures of Aluminum Alloys / Stefanescu, Doru M; Ruxanda, Roxana // Materials Park, OH: ASM International, 2004. — Р.
107-115. - Lessiter M. Understanding Inclusions in Aluminum Castings / Lessiter, M J. // Modern Casting (USA). Vol. 83, no. 1, Jan. 1993. — Р.
29-31. - Eckert C. Molten Aluminum Filtration: Fundamentals and Models / Eckert, C E; Miller, R E; Apelian, D; Mutharasan, R. // Light Metals 1984; Los Angeles, Calif ; U.S.A ; 27 Feb.-1 Mar. 1984. — Р.
1281–1304. - Doutre D. Aluminum Cleanliness Monitoring: Methods and Applications in Process Development and Quality Control / Doutre D., Gariepy B., Martin J. P and Dube, G. // Light Metals 1985; New York, New York; USA; Feb. 1985. — Р.
1179–1195. - Simensen C. Survey of Inclusions in Aluminum / Simensen, C.J and Berg, G. A // Aluminium. Vol. 56, no. 5, May 1980. — Р.
335–338. - Apelian D. How clean is the metal you cast? / Apelian, D. // The issue of assessment; a status report. 3rd International Conference on Molten Aluminum Processing, Florida; USA; Nov. 1992. — Р.
1–15. - Eckert C. The origin and identification of inclusions in foundry alloys / Eckert, C.E. // 3rd International Conference on Molten Aluminum Processing; Orlando, Florida; USA; Nov. 1992. — Р.
17–50. - Производство отливок из сплавов цветных металлов / Курдюмов А.В. [и др.]. Учебник для вузов — Москва : Металлургия, 1986. — 416 с.
- Apelian D. Filtration: a melt Refining Method / Apelian, D and Mutharasan, R. // J. Met. Vol. 32, no. 9, Sept. 1980. — Р.
14-18. - Gallo R. Correlating Inclusion Sizes with Aluminum Casting / Gallo, R. // Modern Casting. Vol. 94, no. 6, June 2004. — Р.
27-30. - Martins L. Inclusion Removal by Flotation and Stirring / Martins, L. C. B., and Sigworth, G. K. // 2nd International Conference on Molten Aluminum Processing; Florida; Nov. 1989. — Р.
16.1-16.28. - Groteke D. Influence of SNIF Treatment on Characteristics of Aluminum Foundry Alloys / Groteke, D.E. // Transactions of the American Foundrymen’s Society, Vol. 93; Pittsburgh, Pennsylvania; USA; 29 Apr.-3 May 1985. — Р.
953-960. - Schmahl J. Recent Advances in Molten Aluminum Filtration Technology / Schmahl, J.R. Aubrey L. S. and Martins, L.C.B. // 4th International Conference on Molten Aluminium Processing; Orlando, FL; USA; Nov. 1995. — Р.
71-102.






