научный
журнал
Срочная публикация научной статьи
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

Специфика дробеструйной обработки

Рубрика: Технические науки
Журнал: «Евразийский Научный Журнал №12 2019» (декабрь, 2019)
Количество просмотров статьи: 2232
Показать PDF версию Специфика дробеструйной обработки
Крылов Денис Игоревич
магистрант кафедры ТТМиРПС
"Российский университет транспорта (МИИТ)"
E-mail: tekhmash.remontps@mail.ru
Научный руководитель: Попов Александр Петрович,
к.т.н., доц. кафедры ТТМиРПС
"Российский университет транспорта (МИИТ)"
С технологической точки зрения, обработка металлических поверхностей, в основе которой лежит воздействие на металл мелких частиц сферического типа называется дробеструйной.
Наклёп (нагартовка) — упрочнение металлов и сплавов вследствие изменения их структуры и фазового состава в процессе пластической деформации при температуре ниже температуры рекристаллизации. Наклёп сопровождается выходом на поверхность образца дефектов кристаллической решётки, увеличением прочности и твёрдости и снижением пластичности, ударной вязкости, сопротивления металлов деформации противоположного знака (эффект Баушингера).
Дробеструйный наклеп (ДсН) — метод обработки поверхностным пластическим деформированием потоком частиц обрабатывающей среды — дроби (стальной, чугунной, стеклянной и др., рис. 1). Частицы обрабатывающей среды — дробь — могут быть изготовлены из различных материалов различными методами (литье, вырубка, дробление, мехобработка), могут иметь различную форму и размеры (шары, рубленая проволока; диаметр:
Требуемая скорость и направление движения потоку дроби сообщается струей сжатого воздуха или лопастями метающего устройства (ротора). Для осуществления процесса используют оборудование различной конструкции — дробеструйные и дробеметные установки. Метод получил широкое распространение в технологии изготовления деталей машин, инструментов, приборов благодаря его универсальности и достаточно высокой производительности. Это один из наиболее традиционных методов обработки ППД. Начало его применения относится к 1930 году. В качестве упрочняющего этот метод применяют для обработки преимущественно наружных поверхностей различной кривизны и протяженности. Отмечается, что при этом достигается толщина (глубина) наклепа до
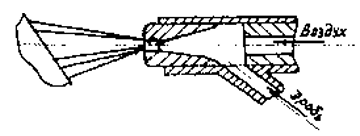
Рисунок 1 — Схема дробеструйной обработки
Наиболее существенными параметрами процесса являются скорость потока дроби, достигающая
В машиностроении наклёп используется для поверхностного упрочнения деталей. Наклёп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации (ППД), выражающийся в повышении усталостной прочности, а иногда и износостойкости. Для получения упрочненного наклёпом поверхностного слоя заготовку подвергают обработке различными видами ППД, например, обкатка роликами, дробеструйная обработка, поверхностное дорнование и др.
Список литературы
- Балакшин Б.С. «Основы технологии машиностроения». Машиностроение, 1966.
- Королёв A.B. Исследование процессов образования поверхностей инструмента и детали при абразивной обработке. — Саратов: Из-во Саратов, ун-та, 1975 — 191 с.
- Ресурс интернета https://tokar.guru/






