научный
журнал
Срочная публикация научной статьи
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

Применение лазерно – плазменной обработки для удаления коррозионного слоя в машинах и металлоконструкциях

Рубрика: Технические науки
Журнал: «Евразийский Научный Журнал №9 2016» (сентябрь)
Количество просмотров статьи: 2939
Показать PDF версию Применение лазерно – плазменной обработки для удаления коррозионного слоя в машинах и металлоконструкциях
Паныч Дмитрий Сергеевич
Уральский Государственный Университет Путей Сообщения
Аспирант
teslanikola91@mail.ru
Аннотация
В статье уделяется внимание повышению надежности машин и металлоконструкций путем улучшения состояния качества поверхностного слоя материала. Для повышения надежности дальнейшей эксплуатации машин и металлоконструкций рекомендуется применить метод лазерно – плазменной обработки. Данный способ имеет преимущества по сравнению с другими способами удаления короззионного слоя в связи с точным локальным удалением поверхностного слоя, очищением изделий сложной геометрической формы, а так же меньшими временными затратами.
Ключевые слова: поверхностный слой, лазерный пучок, локальность, мощность, температура, плазма, экономичность, локальность.
Одним из показателей качества машин и металлоконструкций является их надежность, которая во многом определяется эксплуатационными свойствами деталей и соединений. Как правило, все разрушения деталей начинаются с поверхности. Таким образом, для повышения надежности обусловлено возможностью технологического обеспечения качества поверхностного слоя деталей. Факторами, влияющими на состояние поверхностного слоя, являются климатические условия эксплуатации данного оборудования или металоконструкции. Основными климатическими факторами, оказывающими преимущественное коррозионное воздействие на конструкции из металлических материалов, являются степень и продолжительность увлажнения поверхности, скорость седиментации хлоридов и температура окружающей среды [1, 2].
Коррозионные поражения ухудшают внешний вид, эксплуатационные характеристики и могут являться причиной разрушения стальных конструкций и сооружений. Особое значение имеют коррозионные поражения, возникающие на окрашенных стальных изделиях, так как в этом случае коррозия основного металла продолжается под лакокрасочным покрытием и может привести к существенному нарушению механических свойств металла, прежде чем она будет обнаружена.
По причине позднего обнаружения коррозии стали после отделении окрасочного слоя обнаруживаются существенные коррозионные поражения с большим количеством продуктов коррозии (ржавчины). В этом случае восстановление лакокрасочного покрытия (ЛКП) на стальном изделии сопряжено не только с удалением старого лакокрасочного покрытия, но и с удалением продуктов коррозии абразивной (сухой или влажной) струйной, газопламенной, водяной струйной очисткой или очисткой механизированным инструментом. На крупногабаритных изделиях такая очистка является весьма трудоемкой операцией, сопровождающейся с распылением большого количества ржавчины. При этом увеличение шероховатости поверхности приводит к уменьшению коррозионной стойкости изделия.
Одни из перспективных способов очистки поверхности материала от ржавчины, а так же подготовки ее к дальнейшим видам обработки (покраске, сварки) или к эксплуатации с повышенным ресурсам является лазерно – плазменная обработка.
Основные свойства лазерного излучения применительно к очистке и обработки поверхности.
Многогранность лазерного излучения проявляется в самых различных областях обработки материалов - разносторонность, гибкость, локальности обработки в пространстве и во времени, производительности. прецизионности. селективности, корпоративности [2, 3].
Универсальность лазерного излучения проявляется в применении его в различных областях для производства различных технологических процессов, связанных с резкой, сваркой, термообработкой, легированием, прошивкой отверстий, токарной, фрезерной обработки и т. д.
Локальность обработки заключается в сосредоточении энергии лазерного излучения большой мощности в объеме от нескольких десятков до нескольких сот микрон и во времени несколько десятков пикосекунд. Данный показатель позволяет обрабатывать лишь заданные участки детали с минимальным термическим действием на другие области обрабатываемого материала.
Прецизионность перемещения пучка лазера в пространстве обеспечивается автоматизацией системам управления и механизмами перемещения, обеспечивая точность позиционирования от микрона до сотен микрон. Такие высокие показатели точности позволяют изготовить детали с минимальными отклонениями в размерах.
Производительность лазерной обработки обеспечивается ее высокой скоростью - скорость резки, сварки, термообработки. Данные показатели позволяют судить о лазерном пучке, как о высокопроизводительном обрабатывающем инструменте.
Лазерный пучок не может иметь повреждений, в отличие, например, от различных сверел или резцов, применяющихся при механической обработке. Длительное применение дает пучку лазера экономическую выгоду, и дает высокую воспроизводимость технологических процессов.
Преимуществом лазерного пучка является также то. что на него не влияют большие разницы температур, электромагнитные поля, что делает пучок лазера устойчивым ко многим внешним физическим воздействиям.
Общее описание процесса
Физические процессы, происходящие при лазерной очистке поверхности, отличаются большим разнообразием и зависят от плотности мощности лазерного излучения на поверхности.
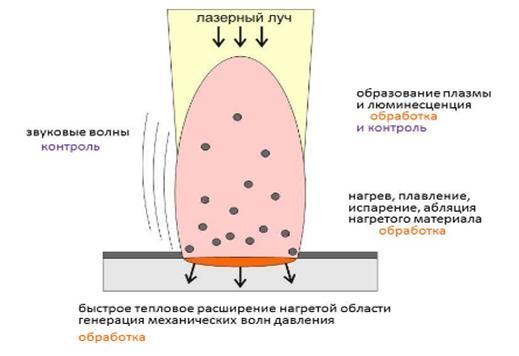
Рисунок 1. Принцип действия лазерной очистки
Способ лазерной очистки лежит в процессе нагрева, испарения и абляции материала с образованием плазмы, а также быстрого теплового расширения и возникновения ударных волн. Сияние плазмы и звуковой сигнал в воздухе могут быть использованы для контроля режимов и степени очистки.
Основные механизмы лазерной очистки подразделяются на испарительные, ударно – механические, сухие и влажные. Каждый из этих механизмов имеет свое применение в различных областях: от промышленности (очистка металлопроката, труб, крупногабаритных сварных конструкций, лопаток турбин, поверхности резьбы и т.д.) до очистки памятников культурно – исторического наследия [5].
Заключение
В заключении сформулируем еще раз основные преимущества лазерной очистки поверхности:
- отсутствие прямого физического контакта с очищаемой поверхностью;
- возможность очистки необходимой поверхности на дальних дистанциях (до полутора метров).
- точный контроль очищения заданной поверхности;
- очистка поверхности необходимого материала сложной геометрической формы в труднодоступных местах;
- низкие временные затраты процесса;
- не оказывает сильного термического действия на материал;
- отсутствие износа лазерного пучка как технологического инструмента.
- Каримова С. А., Жиликов В. П., Михайлов А. А., Чесноков Д. В., Игонин Т. Н., Карпов В. А. Натурно-ускоренные испытания алюминиевых сплавов в условиях воздействия морской атмосферы. Коррозия: материалы, зашиты. № 10. 2012. С. 13.
- Жиликов В. П., Каримова С. А., Лешко С. С, Чесноков Д. В. Исследование динамики коррозии алюминиевых сплавов при испытании в камере солевого тумана (КСТ). Авиационные материалы и технологии. 2012. № 4. С. 18.
- Забелин А.М., Оришич А.М.. Чирков А.М. Лазерные технологии машиностроения.
- Григорьянц А.Г.. Шиганов И.Н.. Мисюров А.И. Технологические процессы лазерной обработки. —М.: Изд-во МГТУ им. Н.Э. Баумана. 2006. - 664 с.
- Вейко В.П.. Смирнее В.Н.. Чирков А.М, Шахно Е.А. Лазерная очистка в машиностроении и приборостроении. - СПб: НИУ ИТМО, 2013. - 103 с.






