–љ–∞—Г—З–љ—Л–є
–ґ—Г—А–љ–∞–ї
–°—А–Њ—З–љ–∞—П –њ—Г–±–ї–Є–Ї–∞—Ж–Є—П –љ–∞—Г—З–љ–Њ–є —Б—В–∞—В—М–Є
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

–Ь–Њ–±–Є–ї—М–љ—Л–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–Љ–њ–ї–µ–Ї—Б—Л –љ–∞ –±–∞–Ј–µ –Љ–µ—Е–∞–љ–Є–Ј–Љ–Њ–≤ —Б –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Њ–є –і–ї—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є

–†—Г–±—А–Є–Ї–∞: –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –љ–∞—Г–Ї–Є
–Ц—Г—А–љ–∞–ї: «–Х–≤—А–∞–Ј–Є–є—Б–Ї–Є–є –Э–∞—Г—З–љ—Л–є –Ц—Г—А–љ–∞–ї вДЦ7 2019» (–Є—О–ї—М, 2019)
–Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ—Б–Љ–Њ—В—А–Њ–≤ —Б—В–∞—В—М–Є: 1952
–Я–Њ–Ї–∞–Ј–∞—В—М PDF –≤–µ—А—Б–Є—О –Ь–Њ–±–Є–ї—М–љ—Л–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–Љ–њ–ї–µ–Ї—Б—Л –љ–∞ –±–∞–Ј–µ –Љ–µ—Е–∞–љ–Є–Ј–Љ–Њ–≤ —Б –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Њ–є –і–ї—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є
–§–Є–≤–µ–є—Б–Ї–Є–є –Ф–Љ–Є—В—А–Є–є –°–µ—А–≥–µ–µ–≤–Є—З
–Ь–∞–≥–Є—Б—В—А–∞–љ—В,
–Ш–љ—Б—В–Є—В—Г—В —Б—Г–і–Њ—Б—В—А–Њ–µ–љ–Є—П –Є –Љ–Њ—А—Б–Ї–Њ–є –∞—А–Ї—В–Є—З–µ—Б–Ї–Њ–є —В–µ—Е–љ–Є–Ї–Є
(–°–µ–≤–Љ–∞—И–≤—В—Г–Ј),
–§–Є–ї–Є–∞–ї –°–Р–§–£ –≤ –≥. –°–µ–≤–µ—А–Њ–і–≤–Є–љ—Б–Ї–µ
–Ъ–∞—Д–µ–і—А–∞ ¬Ђ–Ъ–Њ—А–∞–±–ї–µ—Б—В—А–Њ–µ–љ–Є–µ¬ї
–Ъ–ї—О—З–µ–≤—Л–µ —Б–ї–Њ–≤–∞: —Б—Г–і–Њ—Б—В—А–Њ–µ–љ–Є–µ, —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –Ї–Њ–Љ–њ–ї–µ–Ї—Б, –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–∞, –Њ–±—А–∞–±–Њ—В–Ї–∞, –Ї–Њ—А–њ—Г—Б–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є, —Б–≤–∞—А–Ї–∞, –Њ–±—А–∞–±–Њ—В–Ї–∞, –Љ–µ—Е–∞–љ–Њ—В—А–Њ–љ–Є–Ї–∞, —Б—В–∞–љ–Њ–Ї.
–Р–љ–љ–Њ—В–∞—Ж–Є—П: –≤ —Б—В–∞—В—М–µ —А–∞—Б—Б–Љ–∞—В—А–Є–≤–∞–µ—В—Б—П –њ–µ—А—Б–њ–µ–Ї—В–Є–≤–∞ –Љ–Њ–±–Є–ї—М–љ—Л—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –Ї–Њ–Љ–њ–ї–µ–Ї—Б–Њ–≤ –љ–∞ –±–∞–Ј–µ –Љ–µ—Е–∞–љ–Є–Ј–Љ–Њ–≤ —Б –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Њ–є –і–ї—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є.
–Т–≤–µ–і–µ–љ–Є–µ
–†–∞–Ј–≤–Є—В–Є–µ –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–Є—В–µ–ї—М–љ–Њ–є –Є–љ–і—Г—Б—В—А–Є–Є –†–Њ—Б—Б–Є–Є —В—А–µ–±—Г–µ—В —Б–Њ–≤–µ—А—И–µ–љ—Б—В–≤–Њ–≤–∞–љ–Є—П —Б—А–µ–і—Б—В–≤ –Є –Љ–µ—В–Њ–і–Њ–≤ –Њ–±—А–∞–±–Њ—В–Ї–Є, –∞ —В–∞–Ї–ґ–µ –Ї–Њ–љ—В—А–Њ–ї—П –≥–µ–Њ–Љ–µ—В—А–Є–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –і–µ—В–∞–ї–µ–є —Б–ї–Њ–ґ–љ–Њ–є —Д–Њ—А–Љ—Л –љ–∞ –Њ—Б–љ–Њ–≤–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П, –Є—Б–њ–Њ–ї—М–Ј—Г—О—Й–µ–≥–Њ –њ—А–Є–љ—Ж–Є–њ—Л –Љ–µ—Е–∞—В—А–Њ–љ–Є–Ї–Є. –Я—А–Є–Љ–µ–љ–µ–љ–Є–µ —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е —Б—В–∞–љ–Ї–Њ–≤ —Б –І–Я–£ –Є–ї–Є —А–Њ–±–Њ—В–Є–Ј–Є—А–Њ–≤–∞–љ–љ—Л—Е –Ї–Њ–Љ–њ–ї–µ–Ї—Б–Њ–≤ –≤—Б–µ —З–∞—Й–µ –Њ–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П –Љ–∞–ї–Њ—Н—Д—Д–µ–Ї—В–Є–≤–љ—Л–Љ –і–ї—П —А–µ—И–µ–љ–Є—П –Ј–∞–і–∞—З –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є —Б–ї–Њ–ґ–љ–Њ–є –≥–µ–Њ–Љ–µ—В—А–Є–Є –Є —Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є—П —Н—В–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є —А–∞–±–Њ—З–Є–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–Љ, –њ–Њ–і–∞—З–µ–є –Ї–Њ–Љ–∞–љ–і –Њ—В —Г–њ—А–∞–≤–ї—П—О—Й–µ–≥–Њ –Ї–Њ–Љ–њ—М—О—В–µ—А–∞. –Ю–і–љ–Є–Љ –Є–Ј –≤–∞—А–Є–∞–љ—В–Њ–≤ —А–µ—И–µ–љ–Є—П —Н—В–Њ–є –њ—А–Њ–±–ї–µ–Љ—Л —П–≤–ї—П–µ—В—Б—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –Љ–µ—Е–∞–љ–Є–Ј–Љ–Њ–≤ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Є, –Ї–Њ—В–Њ—А—Л–µ –Є–Љ–µ—О—В: –љ–∞–і–µ–ґ–љ—Г—О –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—О, –≤—Л—Б–Њ–Ї—Г—О –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ—Б—В—М –±–ї–∞–≥–Њ–і–∞—А—П –і–Є–љ–∞–Љ–Є–Ї–µ –Є —Б–Њ—З–µ—В–∞–љ–Є—О —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є, –≥–Є–±–Ї–Њ—Б—В—М –љ–∞—Б—В—А–Њ–є–Ї–Є –Є –Љ–љ–Њ–≥–Њ–µ –і—А—Г–≥–Њ–µ.
–Ю–±—А–∞–±–Њ—В–Ї–∞ –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є –≤ –љ–∞—Б—В–Њ—П—Й–µ–µ –≤—А–µ–Љ—П
–Э–µ–Њ–±—Е–Њ–і–Є–Љ—Л–Љ —Г—Б–ї–Њ–≤–Є–µ–Љ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –ґ–Є–≤—Г—З–µ—Б—В–Є –њ–Њ–і–≤–Њ–і–љ–Њ–є –ї–Њ–і–Ї–Є –љ–∞ –±–Њ–ї—М—И–Є—Е –≥–ї—Г–±–Є–љ–∞—Е –њ–Њ–≥—А—Г–ґ–µ–љ–Є—П —П–≤–ї—П–µ—В—Б—П —А–∞–≤–љ–Њ–њ—А–Њ—З–љ–Њ—Б—В—М —Б–≤–∞—А–љ—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є —Б –Њ—Б–љ–Њ–≤–љ—Л–Љ –Љ–µ—В–∞–ї–ї–Њ–Љ –њ—А–Њ—З–љ–Њ–≥–Њ –Ї–Њ—А–њ—Г—Б–∞. –Ф–ї—П —Н—В–Њ–є —Ж–µ–ї–Є –њ—А–Є —Б–≤–∞—А–Ї–µ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е —Б—В–∞–ї–µ–є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ —Б–≤–∞—А–Њ—З–љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л.
–Т—Б–ї–µ–і—Б—В–≤–Є–µ –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–љ–Њ–≥–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —Ж–Є–Ї–ї–∞ –і–ї—П —Б–≤–∞—А–Ї–Є –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е —Б—В–∞–ї–µ–є –Є —Д–Є–Ј–Є—З–µ—Б–Ї–Є—Е —Б–≤–Њ–є—Б—В–≤ —Б–≤–∞—А–Њ—З–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —В—А–µ–±—Г—О—Й–Є—Е –љ–Є–Ј–Ї–Є—Е —А–µ–ґ–Є–Љ–Њ–≤ —Б–≤–∞—А–Ї–Є, —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –њ—А–Њ—Ж–µ—Б—Б –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —Б–≤–∞—А–Њ—З–љ—Л—Е —А–∞–±–Њ—В —П–≤–ї—П–µ—В—Б—П –Є—Б–Ї–ї—О—З–Є—В–µ–ї—М–љ–Њ –Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ—Л–Љ, –љ–Њ –≤ —В–Њ –ґ–µ –≤—А–µ–Љ—П –≤–µ—Б—М–Љ–∞ —В—А—Г–і–Њ–µ–Љ–Ї–Є–Љ –Є –Љ–∞–ї–Њ–њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ—Л–Љ.
–Ф–Њ—Б—В–Є–ґ–µ–љ–Є–µ –≤—Л—Б–Њ–Ї–Њ–є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ—Б—В–Є —Б–≤–∞—А–Њ—З–љ—Л—Е —А–∞–±–Њ—В –Є –љ–∞–і–µ–ґ–љ–Њ–≥–Њ –Ї–∞—З–µ—Б—В–≤–∞ —Б–≤–∞—А–љ—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В—Б—П –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ–Љ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Н–ї–µ–Ї—В—А–Њ–і—Г–≥–Њ–≤–Њ–є —Б–≤–∞—А–Ї–Є, —З—В–Њ –≤ —Б–≤–Њ—О –Њ—З–µ—А–µ–і—М –њ–Њ–≤—Л—Б–Є–ї–Њ —В—А–µ–±–Њ–≤–∞–љ–Є—П –Ї —А–∞–Ј–і–µ–ї–Ї–µ –Ї—А–Њ–Љ–Њ–Ї –њ–Њ–і —Б–≤–∞—А–Ї—Г.
–Ф–ї—П –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є ¬Ђ–Њ–±–Њ–ї–Њ—З–µ—З–љ–Њ–є¬ї —Д–Њ—А–Љ—Л –Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Ї–Њ—А–Њ–±—З–∞—В–Њ–є —Д–Њ—А–Љ—Л (–Њ–±–µ—З–∞–є–Ї–Є, —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є–µ –Є –Ї–Њ–љ–Є—З–µ—Б–Ї–Є–µ —Б–µ–Ї—Ж–Є–Є, —Б—Д–µ—А–Є—З–µ—Б–Ї–Є–µ –њ–µ—А–µ–±–Њ—А–Ї–Є, —А–∞–Љ—Л –Я–Ґ–£, –љ–∞—Б—В–Є–ї—Л –Є –њ—А.) –і–Њ–њ—Г—Б–Ї–Є –љ–∞ —А–∞–Ј–Љ–µ—А—Л –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –љ–µ –≤—Л—И–µ H8, —В—А–µ–±—Г–µ–Љ–∞—П —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В—М Rz40 –Є –≤—Л—И–µ. –Ю—В–Ї–ї–Њ–љ–µ–љ–Є—П –≥–µ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Њ–є —Д–Њ—А–Љ—Л –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є –Њ—В —В–µ–Њ—А–µ—В–Є—З–µ—Б–Ї–Є—Е –Ј–љ–∞—З–µ–љ–Є–є –і–Њ 10 –Љ–Љ. –Т–Є–і—Л –Њ–±—А–∞–±–Њ—В–Ї–Є –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є:
вАФ —В–Њ—З–µ–љ–Є–µ –љ–∞—А—Г–ґ–љ—Л—Е –Є –≤–љ—Г—В—А–µ–љ–љ–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є;
вАФ –Њ–±—А–∞–±–Њ—В–Ї–∞ —Д–∞—Б–Њ–Ї –Є –ї—Л—Б–Њ–Ї –љ–∞ —В–Њ—А—Ж–∞—Е;
вАФ —Б–≤–µ—А–ї–µ–љ–Є–µ –Є —А–∞—Б—В–∞—З–Є–≤–∞–љ–Є–µ –Њ—В–≤–µ—А—Б—В–Є–є;
вАФ –Њ–±—А–∞–±–Њ—В–Ї–∞ —Д–∞—Б–Њ–Ї –≤ –Њ—В–≤–µ—А—Б—В–Є—П—Е;
вАФ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ –Њ–њ–Њ—А–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є;
вАФ –љ–∞–љ–µ—Б–µ–љ–Є–µ –Ї–Њ–љ—В—А–Њ–ї—М–љ—Л—Е –ї–Є–љ–Є–є, –Њ—Б–µ–≤—Л—Е, –Њ–±—А–∞–Ј—Г—О—Й–Є—Е;
вАФ –Њ–±—А–∞–±–Њ—В–Ї–∞ –≤–≤–∞—А–љ–Њ–≥–Њ —Б–ї–µ—Б–∞—А–љ–Њ-–Љ–Њ–љ—В–∞–ґ–љ–Њ–≥–Њ –љ–∞—Б—Л—Й–µ–љ–Є—П.
–Т –љ–∞—Б—В–Њ—П—Й–µ–µ –≤—А–µ–Љ—П –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –њ–Њ–≤—Л—И–µ–љ–љ—Л—Е —В—А–µ–±–Њ–≤–∞–љ–Є–є –Ї —А–∞–Ј–і–µ–ї–Ї–µ —Б–≤–∞—А–Њ—З–љ—Л—Е –Ї—А–Њ–Љ–Њ–Ї –Ї–Њ—А–њ—Г—Б–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є —И–Є—А–Њ–Ї–Њ –њ—А–Є–Љ–µ–љ—П—О—В—Б—П —Г–љ–Є–Ї–∞–ї—М–љ—Л–µ –Љ–µ—В–∞–ї–ї–Њ—А–µ–ґ—Г—Й–Є–µ —Б—В–∞–љ–Ї–Є. –Я—А–Є–Љ–µ–љ–µ–љ–Є–µ —Г–љ–Є–Ї–∞–ї—М–љ—Л—Е —Б—В–∞–љ–Ї–Њ–≤ —А–µ—И–∞—О—В –Ј–∞–і–∞—З–Є –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–є –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є —А–∞–Ј–і–µ–ї–Њ–Ї —Б–≤–∞—А–Њ—З–љ—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є. –Т–Љ–µ—Б—В–µ —Б —В–µ–Љ –µ—Б—В—М —А—П–і –љ–µ–і–Њ—Б—В–∞—В–Ї–Њ–≤ –Њ—Б–≤–Њ–µ–љ–љ–Њ–є —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є, –∞ –Є–Љ–µ–љ–љ–Њ:
вАФ –≤—Л—Б–Њ–Ї–∞—П —Б—В–Њ–Є–Љ–Њ—Б—В—М –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П;
вАФ –Ј–љ–∞—З–Є—В–µ–ї—М–љ—Л–µ –Љ–Њ–љ—В–∞–ґ–љ—Л–µ, –њ—Г—Б–Ї–Њ-–љ–∞–ї–∞–і–Њ—З–љ—Л–µ –Є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ—Л–µ —А–∞—Б—Е–Њ–і—Л;
вАФ –±–Њ–ї—М—И–Є–µ –Ј–∞–љ–Є–Љ–∞–µ–Љ—Л–µ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ—Л–µ –њ–ї–Њ—Й–∞–і–Є;
вАФ –Њ–і–љ–Њ–Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞–ї—М–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞;
вАФ –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є.
–Я–µ—А—Б–њ–µ–Ї—В–Є–≤–∞ —А–∞–Ј–≤–Є—В–Є—П
–Т –њ–Њ—Б–ї–µ–і–љ–Є–µ –і–µ—Б—П—В–Є–ї–µ—В–Є—П —Б—В—А–µ–Љ–Є—В–µ–ї—М–љ–Њ —А–∞–Ј–≤–Є–≤–∞–µ—В—Б—П –љ–Њ–≤–Њ–µ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ —Б–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–є –љ–∞—Г–Ї–Є –Є —В–µ—Е–љ–Є–Ї–Є вАФ –Љ–µ—Е–∞—В—А–Њ–љ–Є–Ї–∞. –°–Њ–≥–ї–∞—Б–љ–Њ –У–Њ—Б—Г–і–∞—А—Б—В–≤–µ–љ–љ–Њ–Љ—Г –Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М–љ–Њ–Љ—Г —Б—В–∞–љ–і–∞—А—В—Г –†–Њ—Б—Б–Є–є—Б–Ї–Њ–є —Д–µ–і–µ—А–∞—Ж–Є–Є: ¬Ђ–Ь–µ—Е–∞—В—А–Њ–љ–Є–Ї–∞ вАФ —Н—В–Њ –Њ—В—А–∞—Б–ї—М –љ–∞—Г–Ї–Є –Є —В–µ—Е–љ–Є–Ї–Є, –Ї–Њ—В–Њ—А–∞—П –њ–Њ—Б—В—А–Њ–µ–љ–∞ –љ–∞ —Б–Є–љ–µ—А–≥–Є—З–µ—Б–Ї–Њ–Љ –Њ–±—К–µ–і–Є–љ–µ–љ–Є–Є —Г–Ј–ї–Њ–≤ —В–Њ—З–љ–Њ–є –Љ–µ—Е–∞–љ–Є–Ї–Є —Б —Н–ї–µ–Ї—В—А–Њ–љ–љ—Л–Љ–Є, —Н–ї–µ–Ї—В—А–Њ—В–µ—Е–љ–Є—З–µ—Б–Ї–Є–Љ–Є –Є –Ї–Њ–Љ–њ—М—О—В–µ—А–љ—Л–Љ–Є –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–∞–Љ–Є, —З—В–Њ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –њ—А–Њ–µ–Ї—В–Є—А–Њ–≤–∞–љ–Є–µ –Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ –љ–Њ–≤—Л—Е –Љ–Њ–і—Г–ї–µ–є, —Б–Є—Б—В–µ–Љ –Є –Љ–∞—И–Є–љ —Б –Є–љ—В–µ–ї–ї–µ–Ї—В—Г–∞–ї—М–љ—Л–Љ —Г–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ –Є—Е —Д—Г–љ–Ї—Ж–Є–Њ–љ–∞–ї—М–љ—Л–Љ–Є –і–≤–Є–ґ–µ–љ–Є—П–Љ–Є¬ї. –Ґ–∞–Ї–Њ–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–µ –Ј–∞–Ї–ї–∞–і—Л–≤–∞–µ—В –Є–і–µ—О –≥–ї—Г–±–Њ–Ї–Њ–є –≤–Ј–∞–Є–Љ–Њ—Б–≤—П–Ј–Є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є—Е, —Н–ї–µ–Ї—В—А–Њ–љ–љ—Л—Е –Є –Ї–Њ–Љ–њ—М—О—В–µ—А–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ [1,2].
–Ю–і–љ–Є–Љ –Є–Ј –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–є —А–∞–Ј–≤–Є—В–Є—П –Љ–µ—Е–∞—В—А–Њ–љ–Є–Ї–Є —П–≤–ї—П–µ—В—Б—П —Б–Њ–Ј–і–∞–љ–Є–µ –љ–Њ–≤–Њ–≥–Њ –њ–Њ–Ї–Њ–ї–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П —Б –Љ–µ—Е–∞–љ–Є–Ј–Љ–∞–Љ–Є –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л (–Ь–Я–°).
–Ю—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Ь–Я–°:
вАФ –ї—С–≥–Ї–∞—П –Є –ґ—С—Б—В–Ї–∞—П —А–∞–Љ–љ–∞—П –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П;
вАФ –њ–∞—А–∞–ї–ї–µ–ї—М–љ—Л–є –Љ–µ—Е–∞–љ–Є–Ј–Љ;
вАФ —И–µ—Б—В—М —А–∞–Ј–і–≤–Є–ґ–љ—Л—Е –Њ–њ–Њ—А, –њ–Њ–і–і–µ—А–ґ–Є–≤–∞—О—Й–Є—Е —И–њ–Є–љ–і–µ–ї—М, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—В –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Г—О –ґ–µ—Б—В–Ї–Њ—Б—В—М –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є;
вАФ –њ—А–Є–љ—Ж–Є–њ –і–µ–є—Б—В–≤–Є—П вАФ –Љ–µ—Е–∞–љ–Є–Ј–Љ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А—Г–µ—В —И–њ–Є–љ–і–µ–ї—М, —Г–њ—А–∞–≤–ї—П—П –і–ї–Є–љ–Њ–є —А–∞–Ј–і–≤–Є–ґ–љ—Л—Е –Њ–њ–Њ—А;
вАФ –Њ–±—А–∞–±–Њ—В–Ї–∞ –і–µ—В–∞–ї–µ–є —Б –љ–∞–Ї–ї–Њ–љ–љ—Л–Љ–Є –Њ—В–≤–µ—А—Б—В–Є—П–Љ–Є, —Д–∞—Б–Ї–∞–Љ–Є –Є –≤–µ—А—В–Є–Ї–∞–ї—М–љ—Л–Љ–Є —Б—В–µ–љ–Ї–∞–Љ–Є вАФ –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –њ–Њ 5 –Њ—Б—П–Љ;
вАФ –Є–Ј–Љ–µ–љ—П–µ–Љ—Л–є —Г–≥–Њ–ї –љ–∞–Ї–ї–Њ–љ–∞ —И–њ–Є–љ–і–µ–ї—П;
вАФ –≤—Л—Б–Њ–Ї–∞—П —Б–Ї–Њ—А–Њ—Б—В—М –Њ–±—А–∞–±–Њ—В–Ї–Є;
вАФ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ —Г—Б–Ї–Њ—А–µ–љ–Є–µ: 1.5G.
–Ъ–Њ–љ—Ж–µ–њ—Ж–Є—П —Б—В–∞–љ–Ї–∞ –Љ–Њ–±–Є–ї—М–љ–Њ–≥–Њ
–° –њ–Њ–Љ–Њ—Й—М—О —Н–ї–µ–Ї—В—А–Њ–љ–љ–Њ–≥–Њ –Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ–Њ–≥–Њ —Й—Г–њ–∞ –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –і–µ—В–∞–ї–Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–Њ—А–і–Є–љ–∞—В —Б—В–∞–љ–Ї–∞ (–љ—Г–ї–µ–≤–∞—П —Б–Є—Б—В–µ–Љ–∞) [3].
–°–Є—Б—В–µ–Љ–∞ –Ї–Њ–Њ—А–і–Є–љ–∞—В —Б—В–∞–љ–Ї–∞ –њ–Њ –≤—Б–µ–Љ 6 —Б—В–µ–њ–µ–љ—П–Љ —Б–≤–Њ–±–Њ–і—Л —Б–Љ–µ—Й–∞–µ—В—Б—П, —В–Њ –µ—Б—В—М –њ–Њ–≤–Њ—А–∞—З–Є–≤–∞–µ—В—Б—П —В–∞–Ї, —З—В–Њ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В –Њ–њ—А–µ–і–µ–ї—С–љ–љ–Њ–є –Ї–Њ–Њ—А–і–Є–љ–∞—В–љ–Њ–є —Б–Є—Б—В–µ–Љ–µ –і–µ—В–∞–ї–Є, —В.–µ. –≤—Б–µ –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ—Л–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П —Б—В–∞–љ–Ї–∞ –Њ—В–љ–Њ—Б—П—В—Б—П –Ї –Ї–Њ–Њ—А–і–Є–љ–∞—В–љ—Л–Љ –Њ—Б—П–Љ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –і–µ—В–∞–ї–Є, –і–∞–ґ–µ –µ—Б–ї–Є –Њ–љ–Є —А–∞—Б–њ–Њ–ї–∞–≥–∞—О—В—Б—П –њ–µ—А–µ–≤—С—А–љ—Г—В—Л–Љ–Є –Є–ї–Є —Б–Љ–µ—Й—С–љ–љ—Л–Љ–Є –≤ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–µ.
–†–∞–Љ–∞ —Б—В–∞–љ–Ї–∞, –Њ—В–≤–µ—З–∞—О—Й–∞—П –ґ—С—Б—В–Ї–Њ–є —Д–Њ—А–Љ–µ –Є–Ї–Њ—Б–∞—Н–і—А–∞, –Њ–±—А–∞–Ј—Г–µ—В –љ–µ—Б—Г—Й—Г—О —Б—В—А—Г–Ї—В—Г—А—Г –і–ї—П 5 –њ—А–Є–≤–Њ–і–Њ–≤ –њ–Њ–і–∞—З–Є (–њ–∞—А–∞–ї–ї–µ–ї—М–љ–∞—П –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–∞) –Є –Љ–Њ–ґ–µ—В, –Ї–∞–Ї —Г–≥–Њ–і–љ–Њ, –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞—В—М—Б—П –≤ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–µ –Є –Ї—А–µ–њ–Є—В—Б—П –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ, –Љ–∞–≥–љ–Є—В–љ–Њ–≥–Њ –Є–ї–Є –≤–∞–Ї—Г—Г–Љ–љ–Њ–≥–Њ –Ј–∞–ґ–Є–Љ–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –љ–∞ –њ–Њ–ї—Г –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Ж–µ—Е–∞, —Б—В–∞–љ–Є–љ–µ —Б—В–∞–љ–Ї–∞ –Є–ї–Є –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –љ–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –і–µ—В–∞–ї–Є.
–Ґ–∞–Ї –љ–µ—В—А–∞–љ—Б–њ–Њ—А—В–∞–±–µ–ї—М–љ—Л–µ, –±–Њ–ї—М—И–Є–µ –і–µ—В–∞–ї–Є –Љ–Њ–≥—Г—В –Њ–±—А–∞–±–∞—В—Л–≤–∞—В—М—Б—П –љ–∞ –Љ–µ—Б—В–µ –Є–ї–Є –±–Њ–ї–µ–µ –≥–Є–±–Ї–Њ –Њ–±—А–∞–±–∞—В—Л–≤–∞—В—М—Б—П –љ–∞ –Є–Љ–µ—О—Й–Є—Е—Б—П —Б—В–∞–љ–Ї–∞—Е. –С–Њ–ї–µ–µ —Б—В–∞—А—Л–µ —Б—В–∞–љ–Ї–Є CNC –Љ–Њ–≥—Г—В –±—Л—В—М, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –њ–µ—А–µ–Њ—Б–љ–∞—Й–µ–љ—Л –љ–Њ–≤—Л–Љ–Є –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—Й–Є–Љ–Є –њ–Њ 5 –Њ—Б—П–Љ —Ж–µ–љ—В—А–∞–Љ–Є.
–Ш–љ–љ–Њ–≤–∞—Ж–Є–Њ–љ–љ—Л–є —Е–∞—А–∞–Ї—В–µ—А —Б—В–∞–љ–Ї–Њ–≤ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л, –њ–Њ–Љ–Є–Љ–Њ –Њ—А–Є–≥–Є–љ–∞–ї—М–љ–Њ—Б—В–Є, –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –Є—Е —Б—Г—Й–µ—Б—В–≤–µ–љ–љ—Л–Љ–Є –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–∞–Љ–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –њ–µ—А–µ–і —Б—В–∞–љ–Ї–∞–Љ–Є —Б —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Њ–є, –∞ –Є–Љ–µ–љ–љ–Њ:
вАФ –ї–µ–≥–Ї–∞—П —Б–±–Њ—А–Ї–∞ –Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ —Б—В–∞–љ–Ї–∞;
вАФ –Њ–њ—В–Є–Љ–∞–ї—М–љ—Л–µ —Г—Б–ї–Њ–≤–Є—П —Е—А–∞–љ–µ–љ–Є—П —Б—В–∞–љ–Ї–Њ–≤ –і–ї—П —А–µ–∞–ї–Є–Ј–∞—Ж–Є–Є —Б–Ї–Њ—А–Њ—Б—В–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є (–Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –Љ–µ–љ—М—И–∞—П –Љ–∞—Б—Б–∞ –њ–Њ–і–≤–Є–ґ–љ—Л—Е —З–∞—Б—В–µ–є –Є –њ–Њ—Б—В–Њ—П–љ—Б—В–≤–Њ –Є—Е –Љ–∞—Б—Б—Л);
вАФ –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ–µ —Г–њ—А–Њ—Й–µ–љ–Є–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –≤ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б–Њ —Б—В–∞–љ–Ї–∞–Љ–Є –і–ї—П –њ—П—В–Є–Ї–Њ–Њ—А–і–Є–љ–∞—В–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є (–њ—А–Њ—Б—В–∞—П —Б—В–∞–љ–Є–љ–∞, –≥–і–µ –≤—Б–µ –њ—А–Є–≤–Њ–і—Л –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П —Г–Ј–ї–Њ–≤ –Є –Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ—Л–µ —Б–Є—Б—В–µ–Љ—Л –Њ–і–Є–љ–∞–Ї–Њ–≤—Л, –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ–µ —Г–Љ–µ–љ—М—И–µ–љ–Є–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ —Г–Ј–ї–Њ–≤ –Є –Њ–±—Й–µ–≥–Њ –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ –і–µ—В–∞–ї–µ–є, –Њ—В—Б—Г—В—Б—В–≤–Є–µ ¬Ђ–љ–∞—Б–ї–Њ–µ–љ–Є—П¬ї –Њ–і–љ–Є—Е —Г–Ј–ї–Њ–≤ –љ–∞ –і—А—Г–≥–Є–µ, –њ–Њ–≤—В–Њ—А—П–µ–Љ–Њ—Б—В–Є –і–µ—В–∞–ї–µ–є);
вАФ –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ–µ —Б–Њ–Ї—А–∞—Й–µ–љ–Є–µ –Њ–±—Й–µ–є –Љ–∞—Б—Б—Л —Б—В–∞–љ–Ї–∞;
вАФ —И—В–∞–љ–≥–Є —А–∞–±–Њ—В–∞—О—В —В–Њ–ї—М–Ї–Њ –љ–∞ —А–∞—Б—В—П–ґ–µ–љ–Є–µ-—Б–ґ–∞—В–Є–µ –њ—А–Є –Њ—В—Б—Г—В—Б—В–≤–Є–Є –Є–Ј–≥–Є–±–∞—О—Й–Є—Е –љ–∞–≥—А—Г–Ј–Њ–Ї;
вАФ –≤—Л—Б–Њ–Ї–∞—П –ґ–µ—Б—В–Ї–Њ—Б—В—М –љ–µ—Б—Г—Й–µ–є —Б–Є—Б—В–µ–Љ—Л —Б—В–∞–љ–Ї–∞.
–Я—А–Њ–Љ—Л—И–ї–µ–љ–љ—Л–є –Њ–±—А–∞–Ј–µ—Ж —Б—В–∞–љ–Ї–∞ —Б –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А–Њ–є –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ –љ–∞ —А–Є—Б—Г–љ–Ї–µ 1.
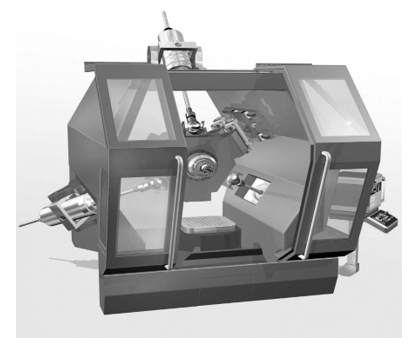
–†–Є—Б—Г–љ–Њ–Ї 1 вАФ –Я—А–Њ–Љ—Л—И–ї–µ–љ–љ—Л–є –Њ–±—А–∞–Ј–µ—Ж —Б—В–∞–љ–Ї–∞ —Б –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А–Њ–є
–Т–Љ–µ—Б—В–µ —Б —В–µ–Љ —А–∞—Б—Б–Љ–∞—В—А–Є–≤–∞–µ–Љ—Л–µ —Б—В–∞–љ–Ї–Є –Є–Љ–µ—О—В –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–µ –љ–µ–і–Њ—Б—В–∞—В–Ї–Є, —Б—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ –Њ–≥—А–∞–љ–Є—З–Є–≤–∞—О—Й–Є–µ –Њ–±–ї–∞—Б—В—М –Є—Е –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б–Њ —Б—В–∞–љ–Ї–∞–Љ–Є —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л, –∞ –Є–Љ–µ–љ–љ–Њ:
вАФ —Б–ї–Њ–ґ–љ–Њ—Б—В—М –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П —В–Њ—З–љ–Њ—Б—В–Є —А–µ–Ј—Г–ї—М—В–Є—А—Г—О—Й–µ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–µ–є –≤—Б–µ—Е —Б–Њ—Б—В–∞–≤–ї—П—О—Й–Є—Е –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є –Ј–∞ —Б—З—С—В –Є–Ј–Љ–µ–љ–µ–љ–Є—П –і–ї–Є–љ –≤—Б–µ—Е —И—В–∞–љ–≥;
вАФ –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–∞—П –љ–∞–≥—А—Г–Ј–Њ—З–љ–∞—П –Є –і–µ–Љ–њ—Д–Є—А—Г—О—Й–∞—П —Б–њ–Њ—Б–Њ–±–љ–Њ—Б—В–Є —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–Љ–Є –њ—А–Є —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–µ —Б—В–∞–љ–Ї–Њ–≤ –њ—А–Є –±–Њ–ї—М—И–Є—Е —Б–Є–ї–Њ–≤—Л—Е –љ–∞–≥—А—Г–Ј–Ї–∞—Е (–≤ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –њ–µ—А–µ–Љ–µ–љ–љ—Л–µ), –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є–µ –њ—А–Є –Њ–±–і–Є—А–Њ—З–љ—Л—Е —А–∞–±–Њ—В–∞—Е, –Є –њ–Њ–Ј–≤–Њ–ї—П—О—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ –≤—Л–њ–Њ–ї–љ—П—В—М —В–Њ–ї—М–Ї–Њ —З–Є—Б—В–Њ–≤—Г—О –Њ–±—А–∞–±–Њ—В–Ї—Г —Б –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –љ–µ–±–Њ–ї—М—И–Є–Љ —Б–µ—З–µ–љ–Є–µ–Љ —Б—В—А—Г–ґ–Ї–Є –Є —Г—Б–Є–ї–Є—П–Љ–Є —А–µ–Ј–∞–љ–Є—П;
вАФ —Б–Є—Б—В–µ–Љ–∞ —Б—В–µ—А–ґ–љ–µ–є –Њ–≥—А–∞–љ–Є—З–Є–≤–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М —Г–≥–ї–Њ–≤—Л—Е –љ–∞–Ї–ї–Њ–љ–Њ–≤ —И–њ–Є–љ–і–µ–ї—П –Њ–±—Л—З–љ–Њ –і–Є–∞–њ–∞–Ј–Њ–љ–Њ–Љ ¬±30¬∞;
вАФ –љ–µ–±–ї–∞–≥–Њ–њ—А–Є—П—В–љ–Њ–µ —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є–µ –Њ–±—К–µ–Љ–∞ —А–∞–±–Њ—З–µ–≥–Њ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–∞ –Ї –Њ–±—К–µ–Љ—Г —Б—В–∞–љ–Ї–∞.
–Я–µ—А–µ—З–Є—Б–ї–µ–љ–љ—Л–µ –љ–µ–і–Њ—Б—В–∞—В–Ї–Є —Б–і–µ—А–ґ–Є–≤–∞—О—В, –љ–Њ –љ–µ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В —А–∞–±–Њ—В –њ–Њ —Б–Њ–Ј–і–∞–љ–Є—О —Б—В–∞–љ–Ї–Њ–≤ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л. –≠—В–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ —А–∞–Ј–≤–Є–≤–∞–µ—В—Б—П –±–ї–∞–≥–Њ–і–∞—А—П –і–Њ—Б—В—Г–њ–љ–Њ—Б—В–Є –љ–∞ —А—Л–љ–Ї–µ –±–Њ–ї—М—И–Є–љ—Б—В–≤–∞ –Ї–Њ–Љ–њ–ї–µ–Ї—В—Г—О—Й–Є—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤. –Т –љ–∞—Б—В–Њ—П—Й–µ–µ –≤—А–µ–Љ—П –њ—А–µ–і–ї–∞–≥–∞—О—В—Б—П –≤—Б–µ –Њ—Б–љ–Њ–≤–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П –°–Я–Ъ:
вАФ –њ—А–µ—Ж–Є–Ј–Є–Њ–љ–љ—Л–µ –Њ–њ–Њ—А—Л;
вАФ –њ—А–µ—Ж–Є–Ј–Є–Њ–љ–љ—Л–µ —В—П–≥–Є;
вАФ –њ—А–Є–≤–Њ–і–∞ –њ—А—П–Љ–Њ–≥–Њ –і–µ–є—Б—В–≤–Є—П Direct Drive;
вАФ –≤—Л—Б–Њ–Ї–Њ—Б–Ї–Њ—А–Њ—Б—В–љ—Л–µ —Н–ї–µ–Ї—В—А–Њ—И–њ–Є–љ–і–µ–ї–Є.
–Ч–∞–Ї–ї—О—З–µ–љ–Є–µ
–Т —Б—Г–і–Њ—Б—В—А–Њ–µ–љ–Є–Є –љ–µ–Њ–і–љ–Њ–Ї—А–∞—В–љ–Њ –≤—Л–њ–Њ–ї–љ—П–ї–Є—Б—М —А–∞–±–Њ—В—Л –њ–Њ —Б–Њ–Ј–і–∞–љ–Є—О –Љ–Њ–±–Є–ї—М–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ—А–µ–ґ—Г—Й–Є—Е —Б—В–∞–љ–Ї–Њ–≤ –љ–∞ –±–∞–Ј–µ —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Є. –Я—А–µ–і–ї–∞–≥–∞–µ–Љ—Л–µ —А–µ—И–µ–љ–Є—П –љ–µ –љ–∞—И–ї–Є —И–Є—А–Њ–Ї–Њ–≥–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є—П –њ–Њ —Б–ї–µ–і—Г—О—Й–Є–Љ –њ—А–Є—З–Є–љ–∞–Љ:
вАФ –Ј–љ–∞—З–Є—В–µ–ї—М–љ—Л–µ –Љ–∞—Б—Б–Њ–≥–∞–±–∞—А–Є—В–љ—Л–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є;
вАФ –Њ–≥—А–∞–љ–Є—З–µ–љ–љ—Л–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є, —Б–≤—П–Ј–∞–љ–љ—Л–µ —Б —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Њ–є —Д–Њ—А–Љ–Њ–Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П.
–°—В–∞–љ–Ї–Є –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л вАФ –љ–Њ–≤–Њ–µ –Є–љ–љ–Њ–≤–∞—Ж–Є–Њ–љ–љ–Њ–µ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤ —Б—В–∞–љ–Ї–Њ—Б—В—А–Њ–µ–љ–Є–Є –Є–Љ–µ—О—Й–µ–µ —Е–Њ—А–Њ—И–Є–є –њ–Њ—В–µ–љ—Ж–Є–∞–ї –і–ї—П —А–µ—И–µ–љ–Є—П –Ј–∞–і–∞—З —В–Њ—З–љ–Њ–є —А–∞–Ј–Љ–µ—А–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –њ—А–Є –≤—Л–њ–Њ–ї–љ–µ–љ–Є–Є –Ї–Њ—А–њ—Г—Б–љ—Л—Е —А–∞–±–Њ—В –≤ —Б—Г–і–Њ—Б—В—А–Њ–µ–љ–Є–Є.
–Ы–Є—В–µ—А–∞—В—Г—А–∞
- –Ъ—Г–Ј–љ–µ—Ж–Њ–≤ –Ѓ.–Э., –Ф–Љ–Є—В—А–Є–µ–≤ –Ф.–Р., –Ф–Є–љ–µ–≤–Є—З –У.–Х. –Ъ–Њ–Љ–њ–Њ–љ–Њ–≤–Ї–∞ —Б—В–∞–љ–Ї–Њ–≤ —Б –Љ–µ—Е–∞–љ–Є–Ј–Љ–∞–Љ–Є –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л/ –Я–Њ–і —А–µ–і. –Ѓ.–Э. –Ъ—Г–Ј–љ–µ—Ж–Њ–≤–∞ вАФ –•–µ—А—Б–Њ–љ: –Я–Я –Т–Є—И–µ–Љ–Є—А—М—Б–Ї–Є–є –Т.–°., 2010. вАФ 471 —Б.
- –Ч–µ–љ–Ї–µ–≤–Є—З –°.–Ы., –Ѓ—И–µ–љ–Ї–Њ –Р.–°. –Ю—Б–љ–Њ–≤—Л —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Љ–∞–љ–Є–њ—Г–ї—П—Ж–Є–Њ–љ–љ—Л–Љ–Є —А–Њ–±–Њ—В–∞–Љ–Є. –Ь.: –Ь–У–Ґ–£ –Є–Љ. –Э.–≠. –С–∞—Г–Љ–∞–љ–∞, 2004. вАФ 114 —Б.
- –Ъ–Њ–љ—Ж–µ–њ—Ж–Є—П
5-—В–Є —Б—В–Њ–µ—З–љ–Њ–є –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є –Ї–Є–љ–µ–Љ–∞—В–Є–Ї–Є [–≠–ї–µ–Ї—В—А–Њ–љ–љ—Л–є —А–µ—Б—Г—А—Б]. вАФ –†–µ–ґ–Є–Љ –і–Њ—Б—В—Г–њ–∞: http://www.mashportal.ru, —Б–≤–Њ–±–Њ–і–љ—Л–є






