–љ–∞—Г—З–љ—Л–є
–ґ—Г—А–љ–∞–ї
–°—А–Њ—З–љ–∞—П –њ—Г–±–ї–Є–Ї–∞—Ж–Є—П –љ–∞—Г—З–љ–Њ–є —Б—В–∞—В—М–Є
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

–Ш—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є–µ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –њ—А–Њ–Љ—Л—Б–ї–Њ–≤—Л—Е —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є

–†—Г–±—А–Є–Ї–∞: –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –љ–∞—Г–Ї–Є
–Ц—Г—А–љ–∞–ї: «–Х–≤—А–∞–Ј–Є–є—Б–Ї–Є–є –Э–∞—Г—З–љ—Л–є –Ц—Г—А–љ–∞–ї вДЦ5 2022» (–Љ–∞–є, 2022)
–Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ—Б–Љ–Њ—В—А–Њ–≤ —Б—В–∞—В—М–Є: 1273
–Я–Њ–Ї–∞–Ј–∞—В—М PDF –≤–µ—А—Б–Є—О –Ш—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є–µ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –њ—А–Њ–Љ—Л—Б–ї–Њ–≤—Л—Е —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є
–Ѓ–ї—Г–µ–≤ –Ґ–∞–ї–≥–∞—В –Ъ–∞–≥–Є–Љ–Њ–≤–Є—З
Yuluyev Talgat Kagimovich
(–£—Д–∞, –§–У–С–Ю–£ –Т–Ю ¬Ђ–£–У–Э–Ґ–£¬ї)
–Р–љ–љ–Њ—В–∞—Ж–Є—П: –Я—А–µ–і—Б—В–∞–≤–ї–µ–љ–∞ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ—А–Є–Љ–µ–љ–µ–љ–Є—П –Ї–Њ–Љ–њ–ї–µ–Ї—Б–љ–Њ–є –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –њ—А–Њ–Љ—Л—Б–ї–Њ–≤—Л—Е —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є
Abstract: The possibility of using complex information to ensure the reliability of field pipelines during operation is presented
–Ъ–ї—О—З–µ–≤—Л–µ —Б–ї–Њ–≤–∞: –Ј–∞–њ–Њ—А–љ–Њ-—А–µ–≥—Г–ї–Є—А—Г—О—Й–∞—П –∞—А–Љ–∞—В—Г—А–∞, –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і, —В—А–µ—Й–Є–љ–∞, –Ї–Њ—А—А–Њ–Ј–Є—П, —В–≤–µ—А–і–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ —Г–ї—М—В—А–∞–Ј–≤—Г–Ї–Њ–≤–∞—П —В–Њ–ї—Й–Є–љ–Њ–Љ–µ—В—А–Є—П, —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є–µ, –і–µ—Д–µ–Ї—В, –љ–µ—А–∞–Ј—А—Г—И–∞—О—Й–Є–є –Ї–Њ–љ—В—А–Њ–ї—М, –ї–Є–љ–µ–∞—А–Є–Ј–∞—Ж–Є—П –љ–∞–њ—А—П–ґ–µ–љ–Є–є
Key words: shut-off and control valves, main pipeline, crack, corrosion, metal hardness ultrasonic thickness measurement, technical diagnostics, defect, non-destructive testing, stress linearization
–Т–Т–Х–Ф–Х–Э–Ш–Х
–Ь–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л–µ –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і—Л (–Ь–Э) –≤ —Н–Ї–Њ–љ–Њ–Љ–Є–Ї–µ —Б—В—А–∞–љ—Л –Ј–∞–љ–Є–Љ–∞—О—В –Њ–і–љ—Г –Є–Ј –≤–∞–ґ–љ—Л—Е –њ–Њ–Ј–Є—Ж–Є–є.. –Ъ–ї—О—З–µ–≤–Њ–є —Б—В–∞–≤–Ї–Њ–є —П–≤–ї—П—О—В—Б—П –≤–Њ–њ—А–Њ—Б—Л –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ–∞–і–µ–ґ–љ–Њ–є –Є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤ –Є –Є—Е –і–µ—В–∞–ї–µ–є, –Ј–∞—В—А–∞–≥–Є–≤–∞—О—В –љ–µ —В–Њ–ї—М–Ї–Њ —Б–Є—Б—В–µ–Љ—Г –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–љ–Њ–≥–Њ —В—А–∞–љ—Б–њ–Њ—А—В–∞, –љ–Њ –Є –Љ–љ–Њ–≥–Є–µ –і—А—Г–≥–Є–µ –Њ—В—А–∞—Б–ї–Є, –∞ —В–∞–Ї–ґ–µ —Б—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ –≤–ї–Є—П—О—В –љ–∞ –і–Њ—Б—В–Є–ґ–µ–љ–Є–µ —Ж–µ–ї–µ–є.
–°–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–љ–Њ–≥–Њ —В—А–∞–љ—Б–њ–Њ—А—В–∞ —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г–µ—В—Б—П –і–ї–Є—В–µ–ї—М–љ—Л–Љ –≤—А–µ–Љ–µ–љ–µ–Љ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —А—П–і–∞ –і–µ–є—Б—В–≤—Г—О—Й–Є—Е –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤ –њ—А–Є —Б—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ–Љ —Г–≤–µ–ї–Є—З–µ–љ–Є–Є –Њ–±—К–µ–Љ–Њ–≤ –њ–µ—А–µ–Ї–∞—З–Ї–Є –љ–µ—Д—В–Є –Є —Б–Њ–Њ—А—Г–ґ–µ–љ–Є–µ–Љ –љ–Њ–≤—Л—Е –Љ–Њ—Й–љ—Л—Е –Ь–Э, —А–∞–±–Њ—В–∞—О—Й–Є—Е –њ—А–Є –Ї—А–Є—В–Є—З–µ—Б–Ї–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е —В–∞–Ї–Є–µ –Ї–∞–Ї –і–∞–≤–ї–µ–љ–Є–µ. –Ю–±–µ—Б–њ–µ—З–µ–љ–Є–µ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ–Њ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤ –≤ —Г—Б–ї–Њ–≤–Є—П—Е –Є—Е –і–ї–Є—В–µ–ї—М–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є, —Г–≤–µ–ї–Є—З–µ–љ–Є—П –Њ–±—К–µ–Љ–Њ–≤ –њ–µ—А–µ–Ї–∞—З–Ї–Є –Є –њ–Њ–≤—Л—И–µ–љ–Є—П –і–∞–≤–ї–µ–љ–Є—П —Б—В–∞–љ–Њ–≤–Є—В—Б—П –≤—Б–µ –±–Њ–ї–µ–µ –∞–Ї—В—Г–∞–ї—М–љ—Л–Љ.
–Ф–ї—П —Б–Њ–Ј–і–∞–љ–Є—П –Љ–Њ–і–µ–ї–Є –њ–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є—О —Б–Њ–≤—А–µ–Љ–µ–љ–љ—Л—Е –Љ–µ—В–Њ–і–Њ–≤ —А–∞—Б—З–µ—В–∞ –њ–Њ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є—О —Б—А–Њ–Ї–∞ —Б–ї—Г–ґ–±—Л –Ј–∞–њ–Њ—А–љ–Њ–є —А–µ–≥—Г–ї–Є—А—Г—О—Й–µ–є –∞—А–Љ–∞—В—Г—А—Л –Є –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–∞ —В—А–µ–±—Г–µ—В –љ–∞–ї–Є—З–Є–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л—Е —Г–Љ–µ–љ–Є–є –Є –љ–∞–≤—Л–Ї–Њ–≤ –∞ —В–∞–Ї–ґ–µ –Њ–њ—Л—В–∞ –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П –њ—А–Њ–≥—А–∞–Љ–Љ–љ—Л—Е –Ї–Њ–Љ–њ–ї–µ–Ї—Б–Њ–≤. –Ю–і–љ–∞–Ї–Њ –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —Б—В–∞–љ–Њ–≤–Є—В—Б—П —А–µ–∞–ї—М–љ—Л–Љ –Є –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ —Б–Љ–Њ–і–µ–ї–Є—А–Њ–≤–∞—В—М –≥–µ–Њ–Љ–µ—В—А–Є—О, –∞ —В–∞–Ї–ґ–µ —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–µ –µ–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –њ–Њ –≤—Б–µ–Љ—Г –Њ–±—К–µ–Ї—В—Г, –≤–ї–Є—П–љ–Є—П –≤–љ—Г—В—А–µ–љ–љ–µ–≥–Њ –Є –≤–љ–µ—И–љ–µ–≥–Њ –і–∞–≤–ї–µ–љ–Є—П, –≤–Ј–∞–Є–Љ–љ–Њ–µ –≤–ї–Є—П–љ–Є–µ —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Є –і—А. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М —Г—З–µ—В–∞ –≤—Б–µ–≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е —Д–∞–Ї—В–Њ—А–Њ–≤, –≤–ї–Є—П—О—Й–Є—Е –љ–∞ —А–∞–±–Њ—В—Г –∞—А–Љ–∞—В—Г—А—Л, –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Ј–∞—А–∞–љ–µ–µ –њ—А–Њ–≥–љ–Њ–Ј–Є—А–Њ–≤–∞—В—М –µ–µ —А–∞–±–Њ—В—Г –≤ —А–∞–Ј–ї–Є—З–љ—Л—Е —Б–Є—В—Г–∞—Ж–Є—П—Е
–Э–∞ –Њ—Б–љ–Њ–≤–∞–љ–Є–Є –њ—А–Њ–≤–µ–і–µ–љ–љ—Л—Е —А–∞—Б—З–µ—В–Њ–≤ –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М –Є –ґ–µ—Б—В–Ї–Њ—Б—В—М —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ –њ—А–µ–і–ї–Њ–ґ–µ–љ–љ–Њ–є –Љ–µ—В–Њ–і–Є–Ї–Є –Њ—Ж–µ–љ–Ї–Є –Э–Ф–° –і–µ—В–∞–ї–µ–є –Њ–њ—А–µ–і–µ–ї–µ–љ—Л —Е–∞—А–∞–Ї—В–µ—А–љ—Л–µ —В–Њ—З–Ї–Є –љ–∞ –Ї–Њ—А–њ—Г—Б–љ—Л—Е –і–µ—В–∞–ї—П—Е, –і–ї—П –Ї–Њ—В–Њ—А—Л—Е –Њ–њ—А–µ–і–µ–ї–µ–љ–∞ —Ж–µ–ї–µ–≤–∞—П —Д—Г–љ–Ї—Ж–Є—П. –Ь–Є–љ–Є–Љ–Є–Ј–∞—Ж–Є—П —Ж–µ–ї–µ–≤–Њ–є —Д—Г–љ–Ї—Ж–Є–Є –њ—А–Є –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П—Е, –љ–∞–Ї–ї–∞–і—Л–≤–∞–µ–Љ—Л—Е –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М –Є –ґ–µ—Б—В–Ї–Њ—Б—В—М –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—Й–µ–є, –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–ї—Г—З–Є—В—М –Њ–њ—В–Є–Љ–∞–ї—М–љ—Г—О –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—О –Ї–ї–Є–љ–Њ–≤–Њ–є –Ј–∞–і–≤–Є–ґ–Ї–Є. –Ь–µ—В–Њ–і–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤–Њ–є —А–µ—И–µ–љ–Є—П –њ—А–Њ–±–ї–µ–Љ –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤ —П–≤–ї—П—О—В—Б—П —А–∞–±–Њ—В—Л –≤–µ–і—Г—Й–Є—Е —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–≤ –Њ—В—А–∞—Б–ї–µ–≤—Л—Е –Є–љ—Б—В–Є—В—Г—В–Њ–≤ (–Ш–Я–Ґ–≠–†, –Т–Э–Ш–Ш–°–Ґ, –У–Ш–Я–†–Ю–Ґ–†–£–С–Ю–Я–†–Ю–Т–Ю–Ф), –∞–Ї–∞–і–µ–Љ–Є—З–µ—Б–Ї–Є—Е –Є–љ—Б—В–Є—В—Г—В–Њ–≤ (–Ш–Ь–Р–® –Є–Љ. –Р –Р –С–ї–∞–≥–Њ–љ—А–∞–≤–Њ–≤–∞, –Ш–Ь–Х–Ґ –Є–Љ. –Р –Р –С–∞–є–Ї–Њ–≤–∞, –Ш–≠–° –Є–Љ –Х–Ю. –Я–∞—В–Њ–љ–∞), –ї–∞–±–Њ—А–∞—В–Њ—А–Є–є –Є –Ї–∞—Д–µ–і—А –≤—Л—Б—И–Є—Е —Г—З–µ–±–љ—Л—Е –Ј–∞–≤–µ–і–µ–љ–Є–є (–£–У–Э–Ґ–£, –†–У–£ –љ–µ—Д—В–Є –Є –≥–∞–Ј–∞ –Є–Љ –Ш –Ь –У—Г–±–Ї–Є–љ–∞), –¶–µ–љ—В—А–∞ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–Є ¬Ђ–Ф–Є–∞—Б–Ї–∞–љ¬ї, —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–≤ –Р–Ъ ¬Ђ–Ґ—А–∞–љ—Б–љ–µ—Д—В—М¬ї, –і—А—Г–≥–Є—Е –љ–∞—Г—З–љ—Л—Е —Ж–µ–љ—В—А–Њ–≤ —Б—В—А–∞–љ—Л. –Р–љ–∞–ї–Є—В–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤–Њ–є —А–µ—И–µ–љ–Є—П –Ј–∞–і–∞—З –њ–Њ —А–∞—Б—З–µ—В—Г –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М –Є –і–Њ–ї–≥–Њ–≤–µ—З–љ–Њ—Б—В—М —В—А—Г–± –Ь–Э —П–≤–ї—П—О—В—Б—П –Љ–µ—В–Њ–і—Л –Љ–µ—Е–∞–љ–Є–Ї–Є –і–µ—Д–Њ—А–Љ–Є—А—Г–µ–Љ—Л—Е —Б–Є—Б—В–µ–Љ, —А–∞–Ј–≤–Є—В—Л–µ –Ы—П–Ї–Є—И–µ–≤—Л–Љ –Э –Я, –Ь–∞—Е—Г—В–Њ–≤—Л–Љ –Э –Р, –Ь–Њ—Б–Ї–≤–Є—В–Є–љ—Л–Љ –У –Т , –Ь–Њ—А–Њ–Ј–Њ–≤—Л–Љ –Х –Ь , –°—В–µ–Ї–ї–Њ–≤—Л–Љ –Ю –Ш, –Ч–∞–є–љ—Г–ї–ї–Є–љ—Л–Љ –† –° –Є –і—А—Г–≥–Є–Љ–Є —Г—З–µ–љ—Л–Љ–Є. –Ь–µ—В–Њ–і—Л –Є —Б—А–µ–і—Б—В–≤–∞ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤ –љ–∞ –Њ—Б–љ–Њ–≤–µ –∞–љ–∞–ї–Є–Ј–∞ –∞–≤–∞—А–Є–є –Є –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є–є –і–µ–є—Б—В–≤—Г—О—Й–Є—Е –Ь–Э, —Б–Њ–≤—А–µ–Љ–µ–љ–љ—Л–µ –Љ–µ—В–Њ–і—Л —А–∞—Б—З–µ—В–∞ –Є –њ—А–Њ–µ–Ї—В–Є—А–Њ–≤–∞–љ–Є—П, –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П –Є –Њ—Ж–µ–љ–Ї–Є —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П, —А–∞–Ј—А–∞–±–Њ—В–∞–љ–љ—Л–µ –Р–±–і—Г–ї–ї–Є–љ—Л–Љ –Ш –У , –Р–Ј–Љ–µ—В–Њ–≤—Л–Љ X –Р, –С–µ—А–µ–Ј–Є–љ—Л–Љ –Т.–Ы, –С–Њ—А–Њ–і–∞–≤–Ї–Є–љ—Л–Љ –Я –Я, –С—Л–Ї–Њ–≤—Л–Љ –Ы –Ш , –У—Г–Љ–µ—А–Њ–≤—Л–Љ –Р –У , –У—Г–Љ–µ—А–Њ–≤—Л–Љ –Ъ –Ь, –У—Г–Љ–µ—А–Њ–≤—Л–Љ –†.–° , –Ш–≤–∞–љ—Ж–Њ–≤—Л–Љ –Ю –Ь, –Ш–і—А–Є—Б–Њ–≤—Л–Љ –† X, –Ь–∞–ї—О—В–Є–љ—Л–Љ –Э –Р , –Я–∞—И–Ї–Њ–≤—Л–Љ –Ѓ –Ш, –Я—А–Є—В—Г–ї–Њ–є –Т –Т , –°–∞–Љ–Њ–є–ї–Њ–≤—Л–Љ –С –Т , –°—Г–ї—В–∞–љ–Њ–≤—Л–Љ –Ь X, –§–Њ–Ї–Є–љ—Л–Љ –Ь –§, –•–∞–ї–ї—Л–µ–≤—Л–Љ –Э X, –ѓ–Љ–∞–ї–µ–µ–≤—Л–Љ –Ъ –Ь , –ѓ—Б–Є–љ—Л–Љ –≠ –Ь –Є –і—А—Г–≥–Є–Љ–Є —Г—З–µ–љ—Л–Љ–Є, –њ–Њ–Ј–≤–Њ–ї–Є–ї–Є —Б–Њ–Ј–і–∞—В—М –љ–Њ–≤—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ —А–µ—И–µ–љ–Є—П, –Њ–±–µ—Б–њ–µ—З–Є–≤—И–Є–µ –њ—А–Њ–≥—А–µ—Б—Б–Є–≤–љ–Њ–µ —А–∞–Ј–≤–Є—В–Є–µ —Б–Є—Б—В–µ–Љ –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ–Њ–≥–Њ —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–≥–Њ —В—А–∞–љ—Б–њ–Њ—А—В–∞ –Т –њ–Њ—Б–ї–µ–і–љ–Є–µ –≥–Њ–і—Л –љ–∞–Љ–µ—В–Є–ї–Є—Б—М –љ–Њ–≤—Л–µ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П –≤ —А–µ—И–µ–љ–Є–Є –њ—А–Њ–±–ї–µ–Љ—Л –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤, –≤ —Б–≤—П–Ј–Є —Б —З–µ–Љ –њ–Њ—П–≤–Є–ї–∞—Б—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М –≤ –Є—Е –∞–љ–∞–ї–Є–Ј–µ, –Њ–±–Њ–±—Й–µ–љ–Є–Є –Є —А–∞–Ј–≤–Є—В–Є–Є.
1. –Ь–µ—В–Њ–і–Є–Ї–∞ –њ—А–Њ–µ–Ї—В–Є—А–Њ–≤–∞–љ–Є—П
–Ъ—А–Њ–Љ–µ –Ї–Њ—А—А–Њ–Ј–Є–Є –љ–∞—А—Г–ґ–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і—Л –Є –і–µ—В–∞–ї–Є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ –њ–Њ–і–≤–µ—А–≥–∞—О—В—Б—П –Є–љ—В–µ–љ—Б–Є–≤–љ–Њ–є –≤–љ—Г—В—А–µ–љ–љ–µ–є –Ї–Њ—А—А–Њ–Ј–Є–Є, —В–∞–Ї –ґ–µ –Є–Љ–µ–µ—В –Љ–µ—Б—В–Њ –Њ—В–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ —Б—В–µ–љ–Ї–∞—Е —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–∞ –Є –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–∞ —А–∞–Ј–ї–Є—З–љ—Л—Е –њ—А–Њ–і—Г–Ї—В–Њ–≤ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є—Е –њ—А–Є–Љ–µ—Б–µ–є, —Б–Ї–Њ—А–Њ—Б—В—М –Ї–Њ—В–Њ—А–Њ–є —З–∞—Б—В–Њ –≤ –і–µ—Б—П—В–Ї–Є —А–∞–Ј –њ—А–µ–≤—Л—И–∞–µ—В —Б–Ї–Њ—А–Њ—Б—В–Є –Ї–Њ—А—А–Њ–Ј–Є–Є –Є—Е –љ–∞—А—Г–ґ–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є –Ј–∞–≤–Є—Б–Є—В –Њ—В –Ї–Њ–љ—Ж–µ–љ—В—А–∞—Ж–Є–Є –Є —Б–Њ—Б—В–∞–≤–∞ –Љ–Є–љ–µ—А–∞–ї—М–љ—Л—Е —Б–Њ–ї–µ–є, —Б–Њ–і–µ—А–ґ–∞—Й–Є—Е—Б—П –≤ –њ–ї–∞—Б—В–Њ–≤–Њ–є –≤–Њ–і–µ, –і–Њ–±—Л–≤–∞–µ–Љ–Њ–є –Є —В—А–∞–љ—Б–њ–Њ—А—В–Є—А—Г–µ–Љ–Њ–є –≤–Љ–µ—Б—В–µ —Б –љ–µ—Д—В—М—О –і–Њ —Г—Б—В–∞–љ–Њ–≤–Њ–Ї –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –љ–µ—Д—В–Є. –°—А–Њ–Ї —Б–ї—Г–ґ–±—Л —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–Њ–≤ –Є –і–µ—В–∞–ї–µ–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–∞ –≤ –Њ—Б–Њ–±–Њ —В—П–ґ—С–ї—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е (–љ–∞–ї–Є—З–Є–µ –≤ –њ—А–Њ–і—Г–Ї—Ж–Є–Є —Б–µ—А–Њ–≤–Њ–і–Њ—А–Њ–і–∞, —Г–≥–ї–µ–Ї–Є—Б–ї–Њ–≥–Њ –≥–∞–Ј–∞, –Ї–Є—Б–ї–Њ—А–Њ–і–∞, –њ–ї–∞—Б—В–Њ–≤–Њ–є –≤–Њ–і—Л –≤—Л—Б–Њ–Ї–Њ–є –Љ–Є–љ–µ—А–∞–ї–Є–Ј–∞—Ж–Є–Є) –њ—А–Є –Њ—В—Б—Г—В—Б—В–≤–Є–Є —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е –Љ–µ—А –њ–Њ –Ј–∞—Й–Є—В–µ –Є—Е –Њ—В –Ї–Њ—А—А–Њ–Ј–Є–Є –Є—Б—З–Є—Б–ї—П–µ—В—Б—П –≤—Б–µ–≥–Њ –љ–µ—Б–Ї–Њ–ї—М–Ї–Є–Љ–Є –Љ–µ—Б—П—Ж–∞–Љ–Є. –Ф–ї—П –і–Њ—Б—В–Є–ґ–µ–љ–Є–Є –љ–∞—И–µ–є —Ж–µ–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–∞–љ–∞–ї–Є–Ј–Є—А–Њ–≤–∞—В—М –і–≤–µ –Ј–∞–њ–Њ—А–љ–Њ-—А–µ–≥—Г–ї–Є—А—Г—О—Й–Є–µ –∞—А–Љ–∞—В—Г—А—Л —Б —Г—Б–ї–Њ–≤–љ—Л–Љ –і–Є–∞–Љ–µ—В—А–Њ–Љ –Ф—Г 500 –†—Г 8.0–Ь–Я–∞
–Ю–±—Й–Є–µ –і–∞–љ–љ—Л–µ
–Э–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –і–∞–љ–љ—Л–µ –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –њ–Њ –Ч–∞–і–≤–Є–ґ–Ї–µ –Ї–ї–Є–љ–Њ–≤–Њ–є –Ф—Г500 вДЦ 27 –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ—Л –≤ —В–∞–±–ї–Є—Ж–µ 1
–Ґ–∞–±–ї–Є—Ж–∞ 1
| –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –і–∞–љ–љ—Л—Е –Є –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ | –Ч–љ–∞—З–µ–љ–Є—П –і–∞–љ–љ—Л—Е –Є –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ |
| 2 | 3 |
| –Ь–µ—Б—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є | –Ь–Э –Ъ–£-2, 194,1 –Ї–Љ |
| –Ь–Э (–Ь–Э–Я–Я) | –Ь–Э –Ъ–£-2 |
| –Я—А–µ–і–њ—А–Є—П—В–Є–µ-–Є–Ј–≥–Њ—В–Њ–≤–Є—В–µ–ї—М | –Ч–Р–Ю ¬Ђ–Ґ—П–ґ–њ—А–Њ–Љ–∞—А–Љ–∞—В—Г—А–∞¬ї, –≥. –Р–ї–µ–Ї—Б–Є–љ |
| –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ | –Ч–∞–і–≤–Є–ґ–Ї–∞ |
| –Ґ–Є–њ | –Ъ–ї–Є–љ–Њ–≤–∞—П |
| –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –љ–Њ–Љ–µ—А | 27 |
| –Ф–∞—В–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П / –≤–≤–Њ–і–∞ –≤ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є—О | 1985 –≥./ 1985 –≥. |
| –Ь–µ—Б—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Б–Њ–≥–ї–∞—Б–љ–Њ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–є —Б—Е–µ–Љ—Л | –Ь–Э –Ъ–£-2, 194,1 –Ї–Љ |
| –Э–Њ–Љ–Є–љ–∞–ї—М–љ—Л–є –і–Є–∞–Љ–µ—В—А (—Г—Б–ї–Њ–≤–љ—Л–є –њ—А–Њ—Е–Њ–і), –Љ–Љ | 500 |
| –Э–Њ–Љ–Є–љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ, –Ь–Я–∞ | 8,0 |
| –†–∞—Б—З–µ—В–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ, –Ь–Я–∞ | 8,0 |
| –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –і–Њ–њ—Г—Б–Ї–∞–µ–Љ–Њ–µ —А–∞–±–Њ—З–µ–µ –і–∞–≤–ї–µ–љ–Є–µ –њ–Њ –њ–∞—Б–њ–Њ—А—В—Г —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–∞, –љ–∞ –Ї–Њ—В–Њ—А–Њ–Љ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –Ј–∞–і–≤–Є–ґ–Ї–∞, –Ь–Я–∞ | 3,7 |
| –Ф–∞—В–∞ –њ—А–Њ–≤–µ–і–µ–љ–Є—П –њ—А–µ–і—Л–і—Г—Й–µ–≥–Њ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П (–Њ—Б–≤–Є–і–µ—В–µ–ї—М—Б—В–≤–Њ–≤–∞–љ–Є—П) –Є –љ–∞–Ј–≤–∞–љ–Є–µ —Н–Ї—Б–њ–µ—А—В–љ–Њ–є –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є–Є, –Ї–Њ—В–Њ—А–∞—П –µ–≥–Њ –њ—А–Њ–≤–Њ–і–Є–ї–∞. –†–µ–Ј—Г–ї—М—В–∞—В—Л –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П. | 2010 –≥. вАФ –У–Ю–£ –Т–Я–Ю –£–У–Э–Ґ–£. –°—А–Њ–Ї –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –њ—А–Њ–і–ї–µ–љ –і–Њ –Є—О–љ—П 2020 –≥. |
| –°–њ–Њ—Б–Њ–± —Г—Б—В–∞–љ–Њ–≤–Ї–Є | –Я–Њ–і–Ј–µ–Љ–љ–Њ–µ |
| –Ъ–ї–∞—Б—Б –≥–µ—А–Љ–µ—В–Є—З–љ–Њ—Б—В–Є –Ј–∞—В–≤–Њ—А–∞ | –Р |
| –Ґ–Є–њ –њ—А–Є—Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Ї —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і—Г | –°–≤–∞—А–љ–Њ–µ |
| –Ґ–Є–њ –Ї–Њ—А–њ—Г—Б–∞ | –Ы–Є—В–Њ–є |
| –Ф–Њ–њ—Г—Б—В–Є–Љ—Л–є –њ–µ—А–µ–њ–∞–і —А–∞–±–Њ—З–µ–≥–Њ –і–∞–≤–ї–µ–љ–Є—П –љ–∞ –Ј–∞—В–≤–Њ—А–µ, –Ь–Я–∞ | 3,0 |
| –Ь–∞—А–Ї–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞ –Ї—А—Л—И–Ї–Є, –њ–∞—В—А—Г–±–Ї–Њ–≤, –≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ–є —З–∞—Б—В–Є –Ї–Њ—А–њ—Г—Б–∞ | –°—В–∞–ї—М 20–Ы |
| –Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ, –≥–µ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є–µ —А–∞–Ј–Љ–µ—А—Л —И–њ–Є–ї–µ–Ї —А–∞–Ј—К–µ–Љ–∞ ¬Ђ–Ї–Њ—А–њ—Г—Б вАФ –Ї—А—Л—И–Ї–∞¬ї | 20 —И—В., √Ш42 –Љ–Љ, –і–ї–Є–љ–∞ 180 –Љ–Љ |
| –°–≤–µ–і–µ–љ–Є—П –Њ–± –Њ—В–Ї–∞–Ј–∞—Е –Є –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В—П—Е –≤ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є | –Э–µ –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ—Л |
–Ф–∞–љ–љ—Л–µ –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –њ–Њ –Ч–∞–і–≤–Є–ґ–Ї–µ –Ї–ї–Є–љ–Њ–≤–Њ–є –Ф—Г500 вДЦ 27–∞ –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ—Л –≤ —В–∞–±–ї–Є—Ж–µ 2
–Ґ–∞–±–ї–Є—Ж–∞ 2.
| –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –і–∞–љ–љ—Л—Е –Є –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ | –Ч–љ–∞—З–µ–љ–Є—П –і–∞–љ–љ—Л—Е –Є –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ |
| 2 | 3 |
| –Ь–µ—Б—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є | –Ь–Э –Ъ–£-2, 194,1 –Ї–Љ |
| –Ю–°–Ґ | –Р–Ю ¬Ђ–Ґ—А–∞–љ—Б–љ–µ—Д—В—М вАФ –£—А–∞–ї¬ї |
| –Ь–Э (–Ь–Э–Я–Я) | –Ь–Э –Ъ–£-2 |
| –Э–Я–° (–Ы–Я–Ф–°, –Я–°, –Э–°, —Г–Ј–µ–ї –љ–∞–ї–Є–≤–∞ (—Б–ї–Є–≤–∞), —Б–њ–µ—Ж–Љ–Њ—А–љ–µ—Д—В–µ–њ–Њ—А—В, –Я–Э–С). | –Ч–Њ–љ–∞ –Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ—Б—В–Є –Ы–Я–Ф–° ¬Ђ–І–µ—А–Ї–∞—Б—Б—Л¬ї |
| –Я—А–µ–і–њ—А–Є—П—В–Є–µ-–Є–Ј–≥–Њ—В–Њ–≤–Є—В–µ–ї—М | –Ч–Р–Ю ¬Ђ–Ґ—П–ґ–њ—А–Њ–Љ–∞—А–Љ–∞—В—Г—А–∞¬ї, –≥. –Р–ї–µ–Ї—Б–Є–љ |
| –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ | –Ч–∞–і–≤–Є–ґ–Ї–∞ |
| –Ґ–Є–њ | –Ъ–ї–Є–љ–Њ–≤–∞—П |
| –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –љ–Њ–Љ–µ—А | 27–∞ |
| –Ф–∞—В–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П / –≤–≤–Њ–і–∞ –≤ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є—О | 1995 –≥./ 1997 –≥. |
| –Ь–µ—Б—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Б–Њ–≥–ї–∞—Б–љ–Њ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–є —Б—Е–µ–Љ—Л | –Ь–Э –Ъ–£-2, 194,1 –Ї–Љ |
| –Э–Њ–Љ–Є–љ–∞–ї—М–љ—Л–є –і–Є–∞–Љ–µ—В—А (—Г—Б–ї–Њ–≤–љ—Л–є –њ—А–Њ—Е–Њ–і), –Љ–Љ | 500 |
| –Э–Њ–Љ–Є–љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ, –Ь–Я–∞ | 8,0 |
| –†–∞—Б—З–µ—В–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ, –Ь–Я–∞ | 8,0 |
| –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –і–Њ–њ—Г—Б–Ї–∞–µ–Љ–Њ–µ —А–∞–±–Њ—З–µ–µ –і–∞–≤–ї–µ–љ–Є–µ –њ–Њ –њ–∞—Б–њ–Њ—А—В—Г —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–∞, –љ–∞ –Ї–Њ—В–Њ—А–Њ–Љ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –Ј–∞–і–≤–Є–ґ–Ї–∞, –Ь–Я–∞ | 3,7 |
| –Ф–∞—В–∞ –њ—А–Њ–≤–µ–і–µ–љ–Є—П –њ—А–µ–і—Л–і—Г—Й–µ–≥–Њ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П (–Њ—Б–≤–Є–і–µ—В–µ–ї—М—Б—В–≤–Њ–≤–∞–љ–Є—П) –Є –љ–∞–Ј–≤–∞–љ–Є–µ —Н–Ї—Б–њ–µ—А—В–љ–Њ–є –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є–Є, –Ї–Њ—В–Њ—А–∞—П –µ–≥–Њ –њ—А–Њ–≤–Њ–і–Є–ї–∞. –†–µ–Ј—Г–ї—М—В–∞—В—Л –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П. | 2010 –≥. вАФ –У–Ю–£ –Т–Я–Ю –£–У–Э–Ґ–£. –°—А–Њ–Ї –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –њ—А–Њ–і–ї–µ–љ –і–Њ –Є—О–љ—П 2020 –≥. |
| –°–њ–Њ—Б–Њ–± —Г—Б—В–∞–љ–Њ–≤–Ї–Є | –Я–Њ–і–Ј–µ–Љ–љ–Њ–µ |
| –£—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–µ (–≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ–µ –њ—А–Є–≤–Њ–і–Њ–Љ –≤–≤–µ—А—Е; –≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ–µ –њ—А–Є–≤–Њ–і–Њ–Љ –≤–љ–Є–Ј; –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–µ; –љ–∞–Ї–ї–Њ–љ–љ–Њ–µ) | –Т–µ—А—В–Є–Ї–∞–ї—М–љ–Њ–µ –њ—А–Є–≤–Њ–і–Њ–Љ –≤–≤–µ—А—Е |
| –Ъ–ї–∞—Б—Б –≥–µ—А–Љ–µ—В–Є—З–љ–Њ—Б—В–Є –Ј–∞—В–≤–Њ—А–∞ | –Р |
| –Ґ–Є–њ –њ—А–Є—Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Ї —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і—Г | –°–≤–∞—А–љ–Њ–µ |
| –Ґ–Є–њ –Ї–Њ—А–њ—Г—Б–∞ | –Ы–Є—В–Њ–є |
| –Ф–Њ–њ—Г—Б—В–Є–Љ—Л–є –њ–µ—А–µ–њ–∞–і —А–∞–±–Њ—З–µ–≥–Њ –і–∞–≤–ї–µ–љ–Є—П –љ–∞ –Ј–∞—В–≤–Њ—А–µ, –Ь–Я–∞ | 3,0 |
| –Ь–∞—А–Ї–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞ –Ї—А—Л—И–Ї–Є, –≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ–є —З–∞—Б—В–Є –Ї–Њ—А–њ—Г—Б–∞, –њ–∞—В—А—Г–±–Ї–Њ–≤ | –°—В–∞–ї—М 20–Ы |
| –Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ, –≥–µ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є–µ —А–∞–Ј–Љ–µ—А—Л —И–њ–Є–ї–µ–Ї —А–∞–Ј—К–µ–Љ–∞ ¬Ђ–Ї–Њ—А–њ—Г—Б вАФ –Ї—А—Л—И–Ї–∞¬ї | 20 —И—В., √Ш42 –Љ–Љ, –і–ї–Є–љ–∞ 180 –Љ–Љ |
| –†–∞–±–Њ—З–∞—П —Б—А–µ–і–∞ | –Э–µ—Д—В—М |
–Я–Њ –і–∞–љ–љ—Л–Љ –Є–Ј —В–∞–±–ї–Є—Ж 1 –Є 2 –Љ–Њ–ґ–љ–Њ —Б–Ї–∞–Ј–∞—В—М, —З—В–Њ –Њ–±–µ –∞—А–Љ–∞—В—Г—А—Л —А–∞–±–Њ—В–∞—О—В –≤ –Њ–і–Є–љ–∞–Ї–Њ–≤—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е
–†–µ–Ј—Г–ї—М—В–∞—В—Л –њ–Њ–≤–µ—А–Њ—З–љ—Л—Е —А–∞—Б—З–µ—В–Њ–≤ –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М –Є –Њ—Б—В–∞—В–Њ—З–љ–Њ–≥–Њ —Б—А–Њ–Ї–∞ —Б–ї—Г–ґ–±—Л –Ј–∞–і–≤–Є–ґ–Ї–Є –Я–Њ–Ї–∞–Ј–∞–љ–Њ, —З—В–Њ –Њ—Ж–µ–љ–Ї—Г —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ–Њ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Ј–∞–њ–Њ—А–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л —Б–ї–µ–і—Г–µ—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М –≤ —З–µ—В—Л—А–µ —Н—В–∞–њ–∞. –Ъ –њ–µ—А–≤–Њ–Љ—Г —Н—В–∞–њ—Г –Њ—В–љ–Њ—Б–Є—В—Б—П —Б–±–Њ—А —Б—В–∞—В–Є—Б—В–Є—З–µ—Б–Ї–Њ–є –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є –Њ–± —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ—Л—Е –Њ—В–Ї–∞–Ј–∞—Е. –Я—А–Њ—Ж–µ–і—Г—А–∞ —Б–±–Њ—А–∞ —Н—В–Є—Е —Б–≤–µ–і–µ–љ–Є–є –і–Њ –љ–∞—Б—В–Њ—П—Й–µ–≥–Њ –≤—А–µ–Љ–µ–љ–Є –љ–Њ—Б–Є—В –љ–µ—Б–Є—Б—В–µ–Љ–љ—Л–є —Е–∞—А–∞–Ї—В–µ—А, –љ–µ –Є–Ј–Љ–µ—А—П–µ—В—Б—П –Є –љ–µ —Д–Є–Ї—Б–Є—А—Г–µ—В—Б—П –і–Є–љ–∞–Љ–Є–Ї–∞ —А–∞–Ј–≤–Є—В–Є—П –Є–Ј–љ–Њ—Б–љ—Л—Е —П–≤–ї–µ–љ–Є–є. –Ъ–Њ –≤—В–Њ—А–Њ–Љ—Г —Н—В–∞–њ—Г –Њ—Ж–µ–љ–Ї–Є –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Њ—В–љ–Њ—Б–Є—В—Б—П –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ —Б—В–∞—В–Є—Б—В–Є—З–µ—Б–Ї–Є—Е –љ–∞–±–ї—О–і–µ–љ–Є–є. –Ю–љ–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–Є —В–Њ—З–љ–Њ—Б—В–Є, –і–Њ—Б—В–Њ–≤–µ—А–љ–Њ—Б—В–Є, –њ–Њ–ї–љ–Њ—В—Л –Є –Њ–і–љ–Њ—А–Њ–і–љ–Њ—Б—В–Є –≤—Л–њ–Њ–ї–љ–µ–љ–љ—Л—Е –љ–∞–±–ї—О–і–µ–љ–Є–є –Є —Б–Њ–≤–Љ–µ—Б—В–Є–Љ–Њ—Б—В—М —А–∞–Ј—А–Њ–Ј–љ–µ–љ–љ—Л—Е –≤—Л–±–Њ—А–Њ–Ї. –Э–∞ —В—А–µ—В—М–µ–Љ —Н—В–∞–њ–µ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П —А–∞—Б—З–µ—В –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –њ–Њ —Н–Љ–њ–Є—А–Є—З–µ—Б–Ї–Є–Љ –і–∞–љ–љ—Л–Љ. –І–Є—Б–ї–µ–љ–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П –њ–Њ–ї—Г—З–µ–љ–љ—Л—Е —А–∞—Б—З–µ—В–Њ–≤ —Б–Њ–≥–ї–∞—Б—Г—О—В —Б –Є–Ј–≤–µ—Б—В–љ—Л–Љ–Є —В–µ–Њ—А–µ—В–Є—З–µ—Б–Ї–Є–Љ–Є –Ј–∞–Ї–Њ–љ–∞–Љ–Є —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–є. –Т —А–∞–±–Њ—В–µ –Є–Ј–ї–∞–≥–∞—О—В—Б—П –Љ–µ—В–Њ–і–Є–Ї–∞ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є—П —Б–Њ–≥–ї–∞—Б–Є—П –Љ–µ–ґ–і—Г —Н–Љ–њ–Є—А–Є—З–µ—Б–Ї–Є–Љ–Є –Є —В–µ–Њ—А–µ—В–Є—З–µ—Б–Ї–Є–Љ–Є —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є—П–Љ–Є, –∞ —В–∞–Ї–ґ–µ –њ—А–Є–µ–Љ—Л –њ—А–Є–љ—П—В–Є—П —А–µ—И–µ–љ–Є–є –Њ –њ—А–Є–љ–∞–і–ї–µ–ґ–љ–Њ—Б—В–Є –њ–Њ–ї—Г—З–µ–љ–љ—Л—Е —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–є –Ї —В–µ–Њ—А–µ—В–Є—З–µ—Б–Ї–Є–Љ (–≤–µ—А–Њ—П—В–љ–Њ—Б—В–љ–∞—П –±—Г–Љ–∞–≥–∞, –Ї—А–Є—В–µ—А–Є–є —Б–Њ–≥–ї–∞—Б–Є—П –Я–Є—А—Б–Њ–љ–∞). –Э–∞ —З–µ—В–≤–µ—А—В–Њ–Љ —Н—В–∞–њ–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –≤—Л–≤–Њ–і –∞–љ–∞–ї–Є—В–Є—З–µ—Б–Ї–Є—Е –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–µ–є –і–ї—П —А–∞—Б—З–µ—В–∞ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є. –≠—В–Є –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є —Д–Њ—А–Љ–Є—А—Г—О—В –љ–∞ –Њ—Б–љ–Њ–≤–µ –≤—Л–±—А–∞–љ–љ–Њ–≥–Њ —В–µ–Њ—А–µ—В–Є—З–µ—Б–Ї–Њ–≥–Њ –Ј–∞–Ї–Њ–љ–∞ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є—П –≤–µ—А–Њ—П—В–љ–Њ—Б—В–µ–є —Б–ї—Г—З–∞–є–љ—Л—Е –≤–µ–ї–Є—З–Є–љ –њ–Њ—Б–ї–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є—П —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є—З–µ—Б–Ї–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ —Н—В–Њ–≥–Њ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є—П.
–Я—А–Њ–≤–Њ–і–Є—В—Б—П –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–µ —Б—А–µ–і–љ–µ–є —Б–Ї–Њ—А–Њ—Б—В–Є –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ-–∞–±—А–∞–Ј–Є–≤–љ–Њ–≥–Њ –Є–Ј–љ–Њ—Б–∞ —Б—В–µ–љ–Ї–Є –Ї–Њ—А–њ—Г—Б–∞ –Є –Ї—А—Л—И–Ї–Є –Ј–∞–і–≤–Є–ґ–Ї–Є –Ј–∞ –≤–µ—Б—М –њ–µ—А–Є–Њ–і —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є.
–°—А–µ–і–љ—П—П —Б–Ї–Њ—А–Њ—Б—В—М –Ї–Њ—А—А–Њ–Ј–Є–Є, —Н—А–Њ–Ј–Є–Є ќљ –і–ї—П –Ј–∞–і–≤–Є–ґ–Ї–Є –≤—Л—З–Є—Б–ї—П–µ—В—Б—П –њ–Њ —Д–Њ—А–Љ—Г–ї–µ:
–Т–≤–Є–і—Г –Њ—В—Б—Г—В—Б—В–≤–Є—П –і–∞–љ–љ—Л—Е –њ–Њ –Є—Б–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–є —В–Њ–ї—Й–Є–љ–µ —Б—В–µ–љ–Ї–Є –Ї–Њ—А–њ—Г—Б–∞ –Ј–∞–і–≤–Є–ґ–Ї–Є, –Ј–љ–∞—З–µ–љ–Є–µ —Б—А–µ–і–љ–µ–є —Б–Ї–Њ—А–Њ—Б—В–Є –Ї–Њ—А—А–Њ–Ј–Є–Є –њ—А–Є–љ–Є–Љ–∞–µ—В—Б—П —Б–Њ–≥–ї–∞—Б–љ–Њ –њ. 6.9.7.2 —З–∞—Б—В—М 2 –†–Ф 19.100.00-–Ъ–Ґ–Э-036-13 (—Б –Є–Ј–Љ. вДЦ 3) (–і–ї—П –Ч–Я–†–Р, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л—Е –Љ–µ—В–Њ–і–Њ–Љ –ї–Є—В—М—П) вАФ 0,15 –Љ–Љ/–≥–Њ–і. –Я—А–Є —А–∞—Б—З–µ—В–µ –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –Њ—Б—В–∞—В–Њ—З–љ—Л–є —А–µ—Б—Г—А—Б –Ј–∞–і–≤–Є–ґ–Ї–Є –њ—А–Є –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є—Е –љ–∞–≥—А—Г–Ј–Ї–∞—Е –Є –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є –Ї–Њ—А—А–Њ–Ј–Є–Є (—Н—А–Њ–Ј–Є–Є) –і–Њ –љ–∞—Б—В—Г–њ–ї–µ–љ–Є—П –њ—А–µ–і–µ–ї—М–љ–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П вАФ –і–Њ—Б—В–Є–ґ–µ–љ–Є—П —В–Њ–ї—Й–Є–љ—Л —Б—В–µ–љ–Ї–Є –Ї–Њ—А–њ—Г—Б–∞ –Ј–∞–і–≤–Є–ґ–Ї–Є –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ-–і–Њ–њ—Г—Б—В–Є–Љ–Њ–≥–Њ –Ј–љ–∞—З–µ–љ–Є—П dmin –Ш—Б—Е–Њ–і–љ—Л–µ –і–∞–љ–љ—Л–µ –і–ї—П —А–∞—Б—З—С—В–∞ –Њ—Б—В–∞—В–Њ—З–љ–Њ–≥–Њ —А–µ—Б—Г—А—Б–∞ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –њ—А–Є–≤–µ–і–µ–љ—Л –≤ —В–∞–±–ї–Є—Ж–∞—Е 1 –Є 2, —А–∞—Б—З—С—В–љ—Л–µ —Д–Њ—А–Љ—Г–ї—Л –Є —А–µ–Ј—Г–ї—М—В–∞—В—Л —А–∞—Б—З—С—В–∞ вАФ –≤ —В–∞–±–ї–Є—Ж–µ 3 –Є 4..
–Ґ–∞–±–ї–Є—Ж–∞ 3. вАФ –§–Њ—А–Љ—Г–ї—Л –і–ї—П —А–∞—Б—З—С—В–∞ –Њ—Б—В–∞—В–Њ—З–љ–Њ–≥–Њ —А–µ—Б—Г—А—Б–∞ –њ–Њ –Ї–Њ—А—А–Њ–Ј–Є–Є (—Н—А–Њ–Ј–Є–Є) –Є –∞–±—А–∞–Ј–Є–≤–љ–Њ–Љ—Г –Є–Ј–љ–Њ—Б—Г –Є —А–µ–Ј—Г–ї—М—В–∞—В—Л —А–∞—Б—З—С—В–∞ –Ј–∞–і–≤–Є–ґ–Ї–Є –Ї–ї–Є–љ–Њ–≤–Њ–є DN500 PN80 —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є вДЦ 27.
| –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є | –†–∞—Б—З—С—В–љ–∞—П —Д–Њ—А–Љ—Г–ї–∞ | –Ч–љ–∞—З–µ–љ–Є–µ | ||
| –Ї–Њ—А–њ—Г—Б (–њ–∞—В—А—Г–±–Ї–Є) | –Ї–Њ—А–њ—Г—Б (–≤–µ—А—В–Є–Ї–∞–ї—М–љ–∞—П —З–∞—Б—В—М) | –Ї—А—Л—И–Ї–∞ | ||
| –Ю—Б—В–∞—В–Њ—З–љ—Л–є —А–µ—Б—Г—А—Б –Ї–Њ—А–њ—Г—Б–љ—Л—Е –і–µ—В–∞–ї–µ–є, –≥–Њ–і |
|
6 | 7 | 204 |
–Т—Л–≤–Њ–і: –Ю—Б—В–∞—В–Њ—З–љ—Л–є —Б—А–Њ–Ї —Б–ї—Г–ґ–±—Л –Ј–∞–і–≤–Є–ґ–Ї–Є –њ–Њ –Ї—А–Є—В–µ—А–Є—О –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ-–∞–±—А–∞–Ј–Є–≤–љ–Њ–≥–Њ –Є–Ј–љ–Њ—Б–∞, –њ—А–Є —А–∞—Б—З–µ—В–љ–Њ–Љ –і–∞–≤–ї–µ–љ–Є–Є, —А–∞–≤–љ–Њ–Љ 8,0 –Ь–Я–∞, —Б–Њ—Б—В–∞–≤–ї—П–µ—В 6 –ї–µ—В.
–Ґ–∞–±–ї–Є—Ж–∞ 4 вАФ –§–Њ—А–Љ—Г–ї—Л –і–ї—П —А–∞—Б—З—С—В–∞ –Њ—Б—В–∞—В–Њ—З–љ–Њ–≥–Њ —А–µ—Б—Г—А—Б–∞ –њ–Њ –Ї–Њ—А—А–Њ–Ј–Є–Є (—Н—А–Њ–Ј–Є–Є) –Є –∞–±—А–∞–Ј–Є–≤–љ–Њ–Љ—Г –Є–Ј–љ–Њ—Б—Г –Є —А–µ–Ј—Г–ї—М—В–∞—В—Л —А–∞—Б—З—С—В–∞ –Ј–∞–і–≤–Є–ґ–Ї–Є –Ї–ї–Є–љ–Њ–≤–Њ–є DN500 PN80 —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є вДЦ 27–∞.
| –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є | –†–∞—Б—З—С—В–љ–∞—П —Д–Њ—А–Љ—Г–ї–∞ | –Ч–љ–∞—З–µ–љ–Є–µ | ||
| –Ї–Њ—А–њ—Г—Б (–њ–∞—В—А—Г–±–Ї–Є) | –Ї–Њ—А–њ—Г—Б (–≤–µ—А—В–Є–Ї–∞–ї—М–љ–∞—П —З–∞—Б—В—М) | –Ї—А—Л—И–Ї–∞ | ||
| –Ю—Б—В–∞—В–Њ—З–љ—Л–є —А–µ—Б—Г—А—Б –Ї–Њ—А–њ—Г—Б–љ—Л—Е –і–µ—В–∞–ї–µ–є, –≥–Њ–і |
|
35 | 11 | 184 |
–Т—Л–≤–Њ–і: –Ю—Б—В–∞—В–Њ—З–љ—Л–є —Б—А–Њ–Ї —Б–ї—Г–ґ–±—Л –Ј–∞–і–≤–Є–ґ–Ї–Є –њ–Њ –Ї—А–Є—В–µ—А–Є—О –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ-–∞–±—А–∞–Ј–Є–≤–љ–Њ–≥–Њ –Є–Ј–љ–Њ—Б–∞, –њ—А–Є —А–∞—Б—З–µ—В–љ–Њ–Љ –і–∞–≤–ї–µ–љ–Є–Є, —А–∞–≤–љ–Њ–Љ 8,0 –Ь–Я–∞, —Б–Њ—Б—В–∞–≤–ї—П–µ—В 11 –ї–µ—В.
–У—А–∞—Д–Є–Ї вДЦ 1- –§–∞–Ї—В–Є—З–µ—Б–Ї–Њ–µ –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ —В–≤–µ—А–і–Њ—Б—В–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Ј–∞–њ–Њ—А–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л , –Э–Т
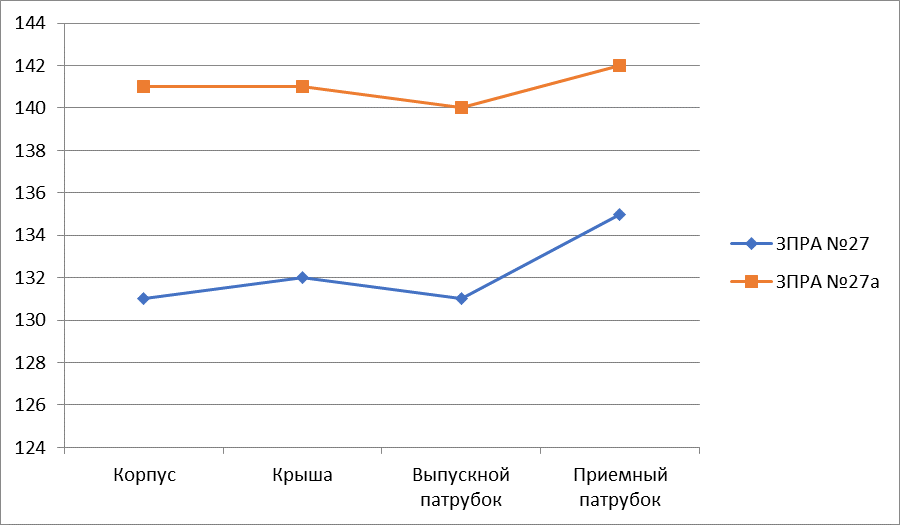
–У—А–∞—Д–Є–Ї вДЦ 2- –§–∞–Ї—В–Є—З–µ—Б–Ї–Њ–µ –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ —В–Њ–ї—Й–Є–љ–Њ–Љ–µ—В—А–Є–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Ј–∞–њ–Њ—А–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л , –Љ–Љ
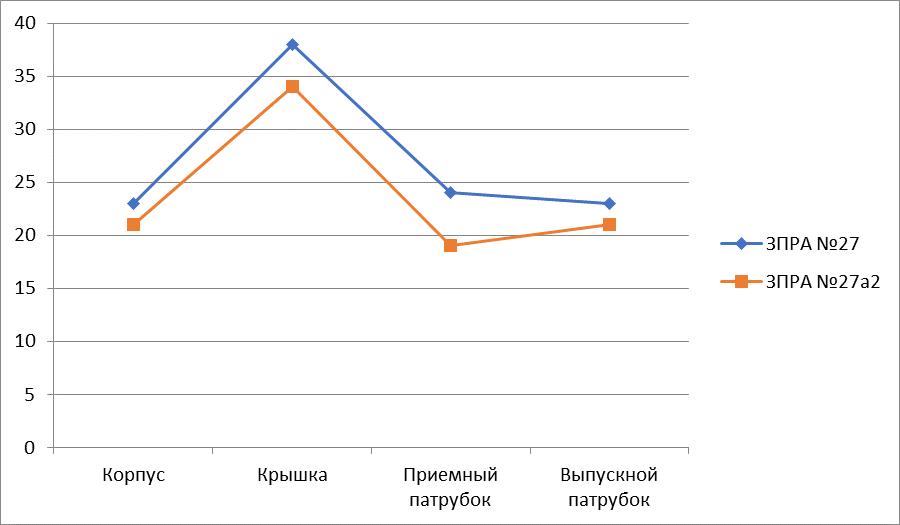
–Ю—Ж–µ–љ–Ї–∞ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П –њ–Њ —А–µ–Ј—Г–ї—М—В–∞—В–∞–Љ –≤–Є–Ј—Г–∞–ї—М–љ–Њ –Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї—П –Ј–∞–њ–Њ—А–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л вДЦ 27 –Є вДЦ 27–∞
–Я—А–Њ–∞–љ–∞–ї–Є–Ј–Є—А–Њ–≤–∞–≤ –Њ–±–љ–∞—А—Г–ґ–µ–љ–љ—Л–µ –і–µ—Д–µ–Ї—В—Л —Б–Њ—Б—В–∞–≤–Є–Љ –≤–µ–і–Њ–Љ–Њ—Б—В—М –і–µ—Д–µ–Ї—В–Њ–≤ –Є –Њ–њ—А–µ–і–µ–ї–Є–Љ –Є—Е –њ—А–Є–≥–Њ–і–љ–Њ—Б—В—М –Ї –і–∞–ї—М–љ–µ–є—И–µ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є. –Ш—Б—Е–Њ–і–љ—Л–µ –і–∞–љ–љ—Л–µ –Ї —А–∞—Б—З—С—В—Г –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М –Ї–Њ—А–њ—Г—Б–љ—Л—Е –і–µ—В–∞–ї–µ–є –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –њ–Њ–ї—Г—З–µ–љ—Л –Є–Ј–Љ–µ—А–µ–љ–Є—П–Љ–Є –њ—А–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–Љ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є–Є, –∞ —В–∞–Ї–ґ–µ –Є–Ј –љ–Њ—А–Љ–∞—В–Є–≤–љ–Њ–є –Є —Б–њ—А–∞–≤–Њ—З–љ–Њ–є –ї–Є—В–µ—А–∞—В—Г—А—Л –Є –њ—А–Є–≤–µ–і–µ–љ—Л –≤ —В–∞–±–ї–Є—Ж–µ 1. –†–∞—Б—З—С—В—Л –≤—Л–њ–Њ–ї–љ—П–ї–Є—Б—М –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б–Њ —Б–ї–µ–і—Г—О—Й–Є–Љ–Є –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–Љ–Є –і–Њ–Ї—Г–Љ–µ–љ—В–∞–Љ–Є: вАФ –†–Ф 19.100.00-–Ъ–Ґ–Э-036-13 (—Б –Є–Ј–Љ. вДЦ 3) ¬Ђ–Я—А–∞–≤–Є–ї–∞ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П –Є –Њ—Б–≤–Є–і–µ—В–µ–ї—М—Б—В–≤–Њ–≤–∞–љ–Є—П –Љ–µ—Е–∞–љ–Њ-—В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П. –Ь–µ—В–Њ–і–Є–Ї–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П –Љ–µ—Е–∞–љ–Њ-—В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П¬ї; вАФ –У–Ю–°–Ґ 14249-89 ¬Ђ–°–Њ—Б—Г–і—Л –Є –∞–њ–њ–∞—А–∞—В—Л. –Э–Њ—А–Љ—Л –Є –Љ–µ—В–Њ–і—Л —А–∞—Б—З–µ—В–∞ –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М¬ї; вАФ –У–Ю–°–Ґ 34233.1-2017 ¬Ђ–°–Њ—Б—Г–і—Л –Є –∞–њ–њ–∞—А–∞—В—Л. –Э–Њ—А–Љ—Л –Є –Љ–µ—В–Њ–і—Л —А–∞—Б—З–µ—В–∞ –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М¬ї; вАФ –У–Ю–°–Ґ 34233.2-2017 ¬Ђ–°–Њ—Б—Г–і—Л –Є –∞–њ–њ–∞—А–∞—В—Л. –Э–Њ—А–Љ—Л –Є –Љ–µ—В–Њ–і—Л —А–∞—Б—З–µ—В–∞ –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М. –†–∞—Б—З–µ—В —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є—Е –Є –Ї–Њ–љ–Є—З–µ—Б–Ї–Є—Е –Њ–±–µ—З–∞–µ–Ї, –≤—Л–њ—Г–Ї–ї—Л—Е –Є –њ–ї–Њ—Б–Ї–Є—Е –і–љ–Є—Й –Є –Ї—А—Л—И–µ–Ї¬ї; вАФ –У–Ю–°–Ґ 34233.6-2017 ¬Ђ–°–Њ—Б—Г–і—Л –Є –∞–њ–њ–∞—А–∞—В—Л.
–Я—А–Є—З–Є–љ—Л —А–∞–Ј—А—Г—И–µ–љ–Є—П –∞—А–Љ–∞—В—Г—А—Л –Љ–Њ–≥—Г—В –±—Л—В—М —Б–ї–µ–і—Г—О—Й–Є–Љ–Є:
1) –љ–∞—З–∞–ї—М–љ–∞—П —Б—В–∞–і–Є—П –љ–∞—А—Г—И–µ–љ–Є—П —Ж–µ–ї–Њ—Б—В–љ–Њ—Б—В–Є –Ї–Њ—А–њ—Г—Б–љ—Л—Е –і–µ—В–∞–ї–µ–є (–њ–Њ—В–µ–љ–Є–µ, –Ї–∞–њ–µ–ї—М–љ–∞—П –Є –≥–∞–Ј–Њ–≤–∞—П —В–µ—З–Є);
2) –љ–µ–і–Њ–њ—Г—Б—В–Є–Љ–Њ–µ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ —А–∞–Ј–Љ–µ—А–Њ–≤ —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –њ–Њ —Г—Б–ї–Њ–≤–Є—П–Љ –њ—А–Њ—З–љ–Њ—Б—В–Є –Є —Д—Г–љ–Ї—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П;
3) –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–µ —В—А–µ—Й–Є–љ –љ–∞ –Њ—Б–љ–Њ–≤–љ—Л—Е –і–µ—В–∞–ї—П—Е.
–Т —А–µ–Ј—Г–ї—М—В–∞—В–µ –љ–µ —Г—З–Є—В—Л–≤–∞–µ—В—Б—П —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –≤ –Љ–∞—В–µ—А–Є–∞–ї–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –µ–≥–Њ —А–∞–±–Њ—В—Л –Ј–∞ –њ—А–µ–і–µ–ї–∞–Љ–Є —Г–њ—А—Г–≥–Њ—Б—В–Є, –∞ —В–∞–Ї–ґ–µ –≤–ї–Є—П–љ–Є–µ —Б–Њ—Б—В–∞–≤–ї—П—О—Й–Є—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –∞—А–Љ–∞—В—Г—А—Л (–Ї–Њ—А–њ—Г—Б–∞, –Ї—А—Л—И–Ї–Є, —И—В–Њ–Ї–∞ –Є –њ—А.) –і—А—Г–≥ –љ–∞ –і—А—Г–≥–∞ –Ф–ї—П —Г—З–µ—В–∞ –≤—Б–µ—Е –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л—Е —Д–∞–Ї—В–Њ—А–Њ–≤, –≤–ї–Є—П—О—Й–Є—Е –љ–∞ —А–∞–±–Њ—В—Г –∞—А–Љ–∞—В—Г—А—Л, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ –Ї–Њ–Љ–њ—М—О—В–µ—А–љ–Њ–≥–Њ –Љ–Њ–і–µ–ї–Є—А–Њ–≤–∞–љ–Є—П. –Я–Њ —А–µ–Ј—Г–ї—М—В–∞—В–∞–Љ —А–∞—Б—З–µ—В–∞ —Б –њ–Њ–Љ–Њ—Й—М—О –њ—А–Њ–≥—А–∞–Љ–Љ –Ї–Њ–љ–µ—З–љ–Њ-—Н–ї–µ–Љ–µ–љ—В–љ–Њ–≥–Њ –∞–љ–∞–ї–Є–Ј–∞ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ –Њ–њ—А–µ–і–µ–ї–Є—В—М —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ –љ–∞–њ—А—П–ґ–µ–љ–Є–є –≤ –Ї–∞–ґ–і–Њ–є —В–Њ—З–Ї–µ –Њ–±—К–µ–Ї—В–∞, –Њ–і–љ–∞–Ї–Њ –њ—А–∞–≤–Є–ї—М–љ–∞—П –Њ—Ж–µ–љ–Ї–∞ –њ–Њ–ї—Г—З–µ–љ–љ—Л—Е —А–µ–Ј—Г–ї—М—В–∞—В–Њ–≤ —В—А–µ–±—Г–µ—В –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л—Е –Ј–љ–∞–љ–Є–є –Є –Њ–њ—Л—В–∞.
–°–Њ–≥–ї–∞—Б–љ–Њ –Њ—В–µ—З–µ—Б—В–≤–µ–љ–љ—Л–Љ –љ–Њ—А–Љ–∞–Љ –і–ї—П –Њ—Ж–µ–љ–Ї–Є –њ—А–Њ—З–љ–Њ—Б—В–Є –∞—А–Љ–∞—В—Г—А—Л –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —А–∞–Ј–і–µ–ї–µ–љ–Є–µ –љ–∞–њ—А—П–ґ–µ–љ–Є–є –њ–Њ –Ї–∞—В–µ–≥–Њ—А–Є—П–Љ –Є —Б—А–∞–≤–љ–µ–љ–Є–µ –њ–Њ–ї—Г—З–µ–љ–љ—Л—Е –Ј–љ–∞—З–µ–љ–Є–є —Б –і–Њ–њ—Г—Б–Ї–∞–µ–Љ—Л–Љ–Є. –Ю–і–љ–∞–Ї–Њ —В–∞–Ї–Њ–є –њ–Њ–і—Е–Њ–і –Є–Љ–µ–µ—В —А—П–і –љ–µ–і–Њ—Б—В–∞—В–Ї–Њ–≤. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ –±–Њ–ї—М—И–Є–љ—Б—В–≤–Њ –і–µ—В–∞–ї–µ–є –∞—А–Љ–∞—В—Г—А—Л (–Є –≤ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –Ї–Њ—А–њ—Г—Б) —П–≤–ї—П—О—В—Б—П –ї–Є—В—Л–Љ–Є –Є–Ј–і–µ–ї–Є—П–Љ–Є —Б–Њ —Б–ї–Њ–ґ–љ–Њ–є –≥–µ–Њ–Љ–µ—В—А–Є–µ–є –Є –Љ–љ–Њ–≥–Њ—З–Є—Б–ї–µ–љ–љ—Л–Љ–Є —Д–∞—Б–Њ–љ–љ—Л–Љ–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ–Є, –њ–Њ—Н—В–Њ–Љ—Г –њ—А–Є –њ–Њ—Б—В—А–Њ–µ–љ–Є–Є –≥–µ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є—Е –Љ–Њ–і–µ–ї–µ–є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Њ–±—К–µ–Љ–љ—Л–µ —Н–ї–µ–Љ–µ–љ—В—Л. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –і–ї—П –Ї–∞—В–µ–≥–Њ—А–Є–Ј–∞—Ж–Є–Є –љ–∞–њ—А—П–ґ–µ–љ–Є–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–Љ–µ–љ—П—В—М –ї–Є–љ–µ–∞—А–Є–Ј–∞—Ж–Є—О, –Є—Б–њ–Њ–ї—М–Ј—Г—П –ї–Є–љ–Є–Є –њ—А–Є–≤–µ–і–µ–љ–Є—П. –Ы–Є–љ–µ–∞—А–Є–Ј–∞—Ж–Є—П –њ–Њ–Ј–≤–Њ–ї—П–µ—В —А–∞–Ј–і–µ–ї–Є—В—М –љ–∞–њ—А—П–ґ–µ–љ–Є—П –љ–∞ –Љ–µ–Љ–±—А–∞–љ–љ—Л–µ, –Є–Ј–≥–Є–±–љ—Л–µ –Є –њ–Є–Ї–Њ–≤—Л–µ, –љ–Њ –љ–µ –Њ–њ—А–µ–і–µ–ї–Є—В—М —П–≤–ї—П—О—В—Б—П –ї–Є –љ–∞–њ—А—П–ґ–µ–љ–Є—П –Љ–µ—Б—В–љ—Л–Љ–Є –Є–ї–Є –Њ–±—Й–Є–Љ–Є. –Т—Л–±–Њ—А –Љ–µ—Б—В –Є –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–є –ї–Є–љ–Є–є –њ—А–Є–≤–µ–і–µ–љ–Є—П, –∞ —В–∞–Ї–ґ–µ –Є—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞, —П–≤–ї—П–µ—В—Б—П –љ–µ—В—А–Є–≤–Є–∞–ї—М–љ–Њ–є –Ј–∞–і–∞—З–µ–є, –Є –Ї–∞–Ї–Є–µ-–ї–Є–±–Њ —З–µ—В–Ї–Є–µ —А–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж–Є–Є –Њ—В—Б—Г—В—Б—В–≤—Г—О—В, –њ–Њ—Н—В–Њ–Љ—Г —Н—В–Њ—В –≤–Њ–њ—А–Њ—Б –Њ—Б—В–∞–µ—В—Б—П –љ–∞ —Б–Њ–≤–µ—Б—В–Є –Є–љ–ґ–µ–љ–µ—А–∞. –Т –Ї–∞—З–µ—Б—В–≤–µ –њ—А–Є–Љ–µ—А–∞, –љ–∞ —А–Є—Б.1 —А–∞—Б—Б–Љ–Њ—В—А–µ–љ —Г—З–∞—Б—В–Њ–Ї –∞—А–Љ–∞—В—Г—А—Л —Б —А–∞–Ј–ї–Є—З–љ—Л–Љ–Є –≤–∞—А–Є–∞–љ—В–∞–Љ–Є –ї–Є–љ–Є–є –њ—А–Є–≤–µ–і–µ–љ–Є—П, –њ—А–Њ–≤–µ–і–µ–љ–љ—Л–Љ–Є –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є —Б–Є–Љ–Љ–µ—В—А–Є–Є.
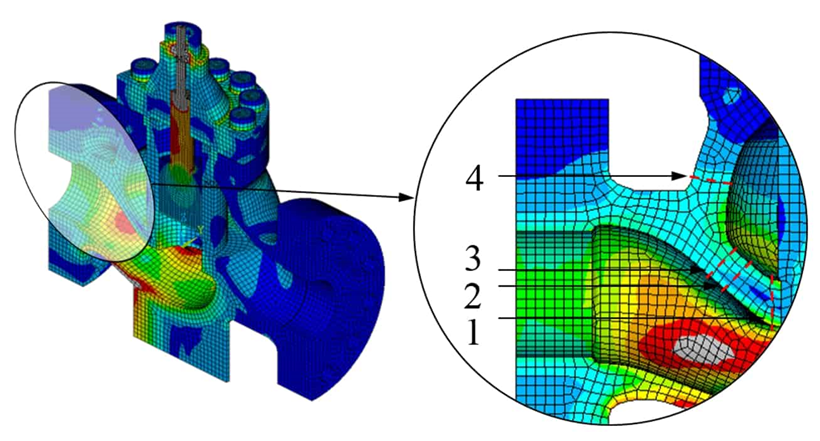
–Э–∞ —А–Є—Б.2 –њ—А–Є–≤–µ–і–µ–љ—Л —А–µ–Ј—Г–ї—М—В–∞—В—Л –ї–Є–љ–µ–∞—А–Є–Ј–∞—Ж–Є–Є –љ–∞–њ—А—П–ґ–µ–љ–Є–є –≤–і–Њ–ї—М –Ї–∞–ґ–і–Њ–є –ї–Є–љ–Є–Є –њ—А–Є–≤–µ–і–µ–љ–Є—П –≠–ї–µ–Љ–µ–љ—В—Л –∞—А–Љ–∞—В—Г—А—Л –љ–µ –≤—Б–µ–≥–і–∞ –Љ–Њ–ґ–љ–Њ –Њ—В–љ–µ—Б—В–Є –Ї —В–Њ–љ–Ї–Њ—Б—В–µ–љ–љ—Л.–Љ –Њ–±—К–µ–Ї—В–∞–Љ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –ї–Є–љ–µ–∞—А–Є–Ј–∞—Ж–Є—П –љ–∞–њ—А—П–ґ–µ–љ–Є–є –Љ–Њ–ґ–µ—В –і–∞—В—М –љ–µ–Ї–Њ–љ—Б–µ—А–≤–∞—В–Є–≤–љ—Л–µ —А–µ–Ј—Г–ї—М—В–∞—В—Л, —В–∞–Ї –Ї–∞–Ї –љ–µ–ї–Є–љ–µ–є–љ–Њ–µ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ –љ–∞–њ—А—П–ґ–µ–љ–Є–є –њ–Њ —В–Њ–ї—Й–Є–љ–µ —Б—В–µ–љ–Ї–Є –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ —В–Њ—З–љ–Њ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В—Б—П –ї–Є–љ–µ–є–љ—Л–Љ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ–Љ. –С–Њ–ї–µ–µ —В–Њ–≥–Њ, –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –±–Њ–ї—М—И–µ, –Ї–Њ–≥–і–∞ –Љ–∞—В–µ—А–Є–∞–ї –і–Њ—Б—В–Є–≥–∞–µ—В –њ—А–µ–і–µ–ї–∞ —В–µ–Ї—Г—З–µ—Б—В–Є
–Ы–Ш–Ґ–Х–†–Р–Ґ–£–†–Р
1 –°—Л–Ј—А–∞–љ—Ж–µ–≤ –Т.–Э. –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –Љ–µ—В–Њ–і–∞ –Ї–Њ–љ–µ—З–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –і–ї—П –∞–љ–∞–ї–Є–Ј–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є —В—А—Г–±–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –∞—А–Љ–∞—В—Г—А—Л / –Т.–Э.–°—Л–Ј—А–∞–љ—Ж–µ–≤, –Ъ.–Т.–°—Л–Ј—А–∞–љ—Ж–µ–≤–∞, –Р.–Т.–С–µ–ї–Њ–±–Њ—А–Њ–і–Њ–≤ // –Ь–∞—В–µ—А–Є–∞–ї—Л –љ–∞—Г—З–љ–Њ-—В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –Ї–Њ–љ—Д–µ—А–µ–љ—Ж–Є–Є ¬Ђ–Э–µ—Д—В—М –Є –≥–∞–Ј: –њ—А–Њ–±–ї–µ–Љ—Л –љ–µ–і—А–Њ–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П, –і–Њ–±—Л—З–Є –Є —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–Є¬ї. вАФ –Ґ—О–Љ–µ–љ—М: –Ґ—О–Љ–У–Э–У–£, 2002. вАФ –°. 130.
2 –С–µ–ї–Њ–±–Њ—А–Њ–і–Њ–µ –Р.–Т. –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –Љ–µ—В–Њ–і–∞ –Ї–Њ–љ–µ—З–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –і–ї—П –Њ—Ж–µ–љ–Ї–Є –њ—А–Њ—З–љ–Њ—Б—В–љ–Њ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –љ–µ—Д—В–µ–≥–∞–Ј–Њ–≤–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П / –Р.–Т.–С–µ–ї–Њ–±–Њ—А–Њ–і–Њ–µ, –Ъ.–Т.–°—Л–Ј—А–∞–љ—Ж–µ–≤–∞ // ¬Ђ–Я—А–Њ–±–ї–µ–Љ—Л —А–∞–Ј–≤–Є—В–Є—П –Ґ–≠–Ъ –Ч–∞–њ–∞–і–љ–Њ–є –°–Є–±–Є—А–Є –љ–∞ —Б–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–Љ —Н—В–∞–њ–µ¬ї —В—А—Г–і—Л –Љ–µ–ґ–і—Г–љ–∞—А–Њ–і–љ–Њ–є –љ–∞—Г—З–љ–Њ-—В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –Ї–Њ–љ—Д–µ—А–µ–љ—Ж–Є–Є. вАФ –Ґ—О–Љ–µ–љ—М: –Ґ—О–Љ–У–Э–У–£, 2003. вАФ –°.94-97.
3 –°—Л–Ј—А–∞–љ—Ж–µ–≤ –Т. –Ш—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є–µ –љ–∞–њ—А—П–ґ–µ–љ–љ–Њ-–і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П —Б–≤–∞—А–љ—Л—Е —И–≤–Њ–≤ –Њ–±—А–∞–Ј—Ж–Њ–≤ / –Т.–°—Л–Ј—А–∞–љ—Ж–µ–≤, –°.–У–Њ–ї–Њ—Д–∞—Б—В, –Р.–С–µ–ї–Њ–±–Њ—А–Њ–і–Њ–≤, –Ю.–С–Њ–≥–Њ–Љ–Њ–ї–Њ–≤ // ¬Ђtrans & MOTAUTOвАЩ04¬ї –Љ–∞—В–µ—А–Є–∞–ї—Л XI –Љ–µ–ґ–і—Г–љ–∞—А–Њ–і–љ–Њ–є –љ–∞—Г—З–љ–Њ-—В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –Ї–Њ–љ—Д–µ—А–µ–љ—Ж–Є–Є, –Я–ї–Њ–≤–і–Є–≤, –С–Њ–ї–≥–∞—А–Є—П, 14-17 –Њ–Ї—В—П–±—А—П 2004–≥. вАФ –Я–ї–Њ–≤–і–Є–≤, 2004. вАФ –°.63-66.
6 –У–Ю–°–Ґ –† 55724-2013
8. –Ч–∞–≥–Є–і—Г–ї–Є–љ –†.–Т., –Ч–∞–≥–Є–і—Г–ї–Є–љ –Ґ.–†., –Ъ–Њ–љ–љ–Њ–≤ –Р.–Т. –Т–µ–є–≤–ї–µ—В вАФ –∞–љ–∞–ї–Є–Ј —Б–Є–≥–љ–∞–ї–∞ –љ–∞–Ї–ї–∞–і–љ–Њ–≥–Њ –≤–Є—Е—А–µ—В–Њ–Ї–Њ–≤–Њ–≥–Њ –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—П –љ–∞–і —Б–≤–∞—А–љ—Л–Љ —И–≤–Њ–Љ —Б –і–µ—Д–µ–Ї—В–Њ–Љ —Б–њ–ї–Њ—И–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞. вАФ –Ъ–Њ–љ—В—А–Њ–ї—М. –Ф–Є–∞–≥–љ–Њ—Б—В–Є–Ї–∞, 2014, вДЦ 1, —Б. 62-69.
7 –Ы–∞–≤—А–µ–љ—В—М–µ–≤ –Ь.–Р., –®–∞–±–∞—В –С.–Т. –Ь–µ—В–Њ–і—Л —В–µ–Њ—А–Є–Є —Д—Г–љ–Ї—Ж–Є–є –Ї–Њ–Љ–њ–ї–µ–Ї—Б–љ–Њ–≥–Њ –њ–µ—А–µ–Љ–µ–љ–љ–Њ–≥–Њ. вАФ –Ь.: –Э–∞—Г–Ї–∞, 1965. вАФ 716 —Б.
9 –У–Ю–°–Ґ 22761-77. –Ь–µ—В–∞–ї–ї—Л –Є —Б–њ–ї–∞–≤—Л. –Ь–µ—В–Њ–і –Є–Ј–Љ–µ—А–µ–љ–Є—П —В–≤–µ—А–і–Њ—Б—В–Є –њ–Њ –С—А–Є–љ–µ–ї–ї—О –њ–µ—А–µ–љ–Њ—Б–љ—Л–Љ–Є —В–≤–µ—А–і–Њ–Љ–µ—А–∞–Љ–Є —Б—В–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –і–µ–є—Б—В–≤–Є—П.
10 –Ю—А–≥–∞–љ–Є–Ј–∞—Ж–Є–Њ–љ–љ–Њ-—В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–∞—П —Б–Є—Б—В–µ–Љ–∞ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ–Њ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є –Љ–∞–≥–Є—Б—В—А–∞–ї—М–љ—Л—Е –љ–µ—Д—В–µ–њ—А–Њ–≤–Њ–і–Њ–≤ [–≠–ї–µ–Ї—В—А–Њ–љ–љ—Л–є —А–µ—Б—Г—А—Б]. URL https://revolution.allbest.ru/manufacture/00889925_0.html
11 –Ч–∞–≥–Є–і—Г–ї–Є–љ –†.–Т., –Ь—Г–ґ–Є—Ж–Ї–Є–є –Т.–§., –С–Є–Ј—О–ї–µ–≤ –Р.–Э. –Ъ –≤—Л–±–Њ—А—Г –Њ–Ї–Њ–љ–љ–Њ–є —Д—Г–љ–Ї—Ж–Є–Є –њ—А–Є –Љ–∞—В–µ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–µ –Є–Ј–Љ–µ—А–µ–љ–љ–Њ–≥–Њ –Љ–∞–≥–љ–Є—В–љ–Њ–≥–Њ –њ–Њ–ї—П –і–µ—Д–µ–Ї—В–∞ –≤ —Д–µ—А—А–Њ–Љ–∞–≥–љ–Є—В–љ–Њ–Љ –Є–Ј–і–µ–ї–Є–Є. вАФ –Ф–µ—Д–µ–Ї—В–Њ—Б–Ї–Њ–њ–Є—П, 2002, вДЦ 6, —Б.59-64.
–Ш–љ—Д–Њ—А–Љ–∞—Ж–Є—П –Њ —Б–µ–±–µ : –†–∞–±–Њ—В–∞—О –≤ –љ–µ—Д—В–µ–≥–∞–Ј–Њ–≤–Њ–є –Њ—В—А–∞—Б–ї–Є –љ–∞ –і–Њ–ї–ґ–љ–Њ—Б—В–Є –Є–љ–ґ–µ–љ–µ—А вАФ –і–µ—Д–µ–Ї—В–Њ—Б–Ї–Њ–њ–Є—Б—В –њ–Њ –њ—А–Њ–≤–µ–і–µ–љ–Є—О —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–Є –Љ–µ—Е–∞–љ–Њ-—В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –Њ–±—К–µ–Ї—В–Њ–≤. –Ґ–µ–ї: 89613555642, –њ–Њ—З—В–∞ talgat.5@bk.ru






