–љ–∞—Г—З–љ—Л–є
–ґ—Г—А–љ–∞–ї
–°—А–Њ—З–љ–∞—П –њ—Г–±–ї–Є–Ї–∞—Ж–Є—П –љ–∞—Г—З–љ–Њ–є —Б—В–∞—В—М–Є
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

–Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П (—Б–Њ—Б—Г–і–Њ–≤ –Є –∞–њ–њ–∞—А–∞—В–Њ–≤) —Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е, –љ–µ—Д—В–µ—Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е –Є –љ–µ—Д—В–µ–њ–µ—А–µ—А–∞–±–∞—В—Л–≤–∞—О—Й–Є—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л—Е –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е (–±–Є–Љ–µ—В–∞–ї–Є—З–µ—Б–Ї–Є—Е) —Б—В–∞–ї–µ–є –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –њ—А–Њ–≤–µ–і–µ–љ–Є—П —Н–Ї—Б–њ–µ—А—В–Є–Ј—Л –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б

–†—Г–±—А–Є–Ї–∞: –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –љ–∞—Г–Ї–Є
–Ц—Г—А–љ–∞–ї: «–Х–≤—А–∞–Ј–Є–є—Б–Ї–Є–є –Э–∞—Г—З–љ—Л–є –Ц—Г—А–љ–∞–ї вДЦ8 2015» (–∞–≤–≥—Г—Б—В 2015)
–Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ—Б–Љ–Њ—В—А–Њ–≤ —Б—В–∞—В—М–Є: 2536
–Я–Њ–Ї–∞–Ј–∞—В—М PDF –≤–µ—А—Б–Є—О –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П (—Б–Њ—Б—Г–і–Њ–≤ –Є –∞–њ–њ–∞—А–∞—В–Њ–≤) —Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е, –љ–µ—Д—В–µ—Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е –Є –љ–µ—Д—В–µ–њ–µ—А–µ—А–∞–±–∞—В—Л–≤–∞—О—Й–Є—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л—Е –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е (–±–Є–Љ–µ—В–∞–ї–Є—З–µ—Б–Ї–Є—Е) —Б—В–∞–ї–µ–є –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –њ—А–Њ–≤–µ–і–µ–љ–Є—П —Н–Ї—Б–њ–µ—А—В–Є–Ј—Л –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б
–Р–љ–љ–Њ—В–∞—Ж–Є—П: –≤ —Б—В–∞—В—М–µ —А–∞—Б—Б–Љ–Њ—В—А–µ–љ—Л —А–µ–Ј—Г–ї—М—В–∞—В—Л —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П –Є –Є—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П —Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е, –љ–µ—Д—В–µ—Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е –Є –љ–µ—Д—В–µ–њ–µ—А–µ—А–∞–±–∞—В—Л–≤–∞—О—Й–Є—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤ –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е (–±–Є–Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е) —Б—В–∞–ї–µ–є.
Abstract: in the article the results of technical diagnostics and research of technological equipment for chemical, petrochemical and oil refineries from two-layer steels.
–Ъ–ї—О—З–µ–≤—Л–µ —Б–ї–Њ–≤–∞: —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є–µ, –і–≤—Г—Е—Б–ї–Њ–є–љ—Л–µ (–±–Є–Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ) —Б—В–∞–ї–Є, —Б–Њ—Б—Г–і, –µ–Љ–Ї–Њ—Б—В—М, –љ–µ—Д—В–µ—Е–Є–Љ–Є—П, –љ–µ—Д—В–µ–њ–µ—А–µ—А–∞–±–Њ—В–Ї–∞, –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–∞—П –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В—М.
Keywords: technical diagnostics, double-layer (bimetal) steel, vessel, container, petrochemical, refining, industrial safety.
–Ф–≤—Г—Е—Б–ї–Њ–є–љ—Л–µ —Б—В–∞–ї–Є –љ–∞—Е–Њ–і—П—В —И–Є—А–Њ–Ї–Њ–µ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ –≤ –љ–µ—Д—В–µ—Е–Є–Љ–Є—З–µ—Б–Ї–Њ–Љ –Љ–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–Є. –Ю–љ–Є —Б–Њ—Б—В–Њ—П—В –Є–Ј –љ–Є–Ј–Ї–Њ—Г–≥–ї–µ—А–Њ–і–Є—Б—В–Њ–є –Є–ї–Є –љ–Є–Ј–Ї–Њ–ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–є —Б—В–∞–ї–Є (–Њ—Б–љ–Њ–≤–љ–Њ–є —Б–ї–Њ–є), –њ–Њ–Ї—А—Л—В–Њ–є –±–Њ–ї–µ–µ —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ –Є–Ј –≤—Л—Б–Њ–Ї–Њ–ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–є —Б—В–∞–ї–Є (–Ј–∞—Й–Є—В–љ—Л–є —Б–ї–Њ–є), –њ—А–µ–і–Њ—Е—А–∞–љ—П—О—Й–Є–є –Љ–µ—В–∞–ї–ї –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–ї–Њ—П –Њ—В –Ї–Њ—А—А–Њ–Ј–Є—А—Г—О—Й–µ–≥–Њ –і–µ–є—Б—В–≤–Є—П –∞–≥—А–µ—Б—Б–Є–≤–љ–Њ–є —Б—А–µ–і—Л –љ–∞—Е–Њ–і—П—Й–µ–є—Б—П –≤ –∞–њ–њ–∞—А–∞—В–µ –Є–ї–Є –µ–Љ–Ї–Њ—Б—В–Є.
–Ф–≤—Г—Е—Б–ї–Њ–є–љ—Л–µ —Б—В–∞–ї–Є –њ–Њ–Ј–≤–Њ–ї—П—О—В —А–µ–Ј–Ї–Њ —Г–Љ–µ–љ—М—И–Є—В—М –њ–Њ—В—А–µ–±–ї–µ–љ–Є–µ –і–µ—Д–Є—Ж–Є—В–љ—Л—Е –≤—Л—Б–Њ–Ї–Њ–ї–µ–≥–Є—А–Њ–≤–∞–љ–љ—Л—Е —Б—В–∞–ї–µ–є –±–µ–Ј —Б–љ–Є–ґ–µ–љ–Є—П —А–∞–±–Њ—В–Њ—Б–њ–Њ—Б–Њ–±–љ–Њ—Б—В–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є. –≠—В–Є —Б—В–∞–ї–Є –Њ–±—Л—З–љ–Њ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –∞–њ–њ–∞—А–∞—В—Г—А—Л, —А–∞–±–Њ—В–∞—О—Й–µ–є –≤ –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ–є —Б—А–µ–і–µ. –Ф–ї—П –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ–Њ–≥–Њ –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ-—Б—В–Њ–є–Ї–Њ–≥–Њ —Б–ї–Њ—П, –љ–∞—Е–Њ–і—П—Й–µ–≥–Њ—Б—П –≤ –Ї–Њ–љ—В–∞–Ї—В–µ —Б –∞–≥—А–µ—Б—Б–Є–≤–љ–Њ–є —Б—А–µ–і–Њ–є, —В–Њ–ї—Й–Є–љ–∞ –Ї–Њ—В–Њ—А–Њ–≥–Њ –Љ–Њ–ґ–µ—В –і–Њ—Б—В–Є–≥–∞—В—М 12 –Љ–Љ, –њ—А–Є–Љ–µ–љ—П—О—В –≤—Л—Б–Њ–Ї–Њ–ї–µ–≥–Є—А–Њ–≤–∞–љ–љ—Л–µ —Е—А–Њ–Љ–Њ–љ–Є–Ї–µ–ї–µ–≤—Л–µ –∞—Г—Б—В–µ–љ–Є—В–љ—Л–µ ( 12–•18–Э10–Ґ, 08–•18–Э10–Ґ, 12–•18–Э12–Ґ, 08–•18–Э12–С –Є –і—А.) –Є —Е—А–Њ–Љ–Є—Б—В—Л–µ —Д–µ—А—А–Є—В–љ—Л–µ –Є –Љ–∞—А—В–µ–љ—Б–Є—В–љ–Њ-—Д–µ—А—А–Є—В–љ—Л–µ ( 08X13, 12X13 –Є –і—А.) —Б—В–∞–ї–Є
–Э–∞–Є–±–Њ–ї–µ–µ —З–∞—Б—В–Њ –њ—А–Є–Љ–µ–љ—П—О—В –і–≤—Г—Е—Б–ї–Њ–є–љ—Л–µ —Б—В–∞–ї–Є —В–Њ–ї—Й–Є–љ–Њ–є 8-40–Љ–Љ —Б –Њ—Б–љ–Њ–≤–љ—Л–Љ —Б–ї–Њ–µ–Љ –Є–Ј —Б—В–∞–ї–Є –°—В–Ч—Б–њ2, –°—В10, 15–Ъ, 20–Ъ, 16–У–°, 09–У2–°, 12–Ь–•, 12–•–Ь –Є –Ј–∞—Й–Є—В–љ—Л–Љ (–њ–ї–∞–Ї–Є—А—Г—О—Й–Є–Љ) —Б–ї–Њ–µ–Љ –Є–Ј –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ-—Б—В–Њ–є–Ї–Є—Е —Б—В–∞–ї–µ–є –Љ–∞—А–Њ–Ї 20X13, 08–•18–Э10–Ґ, –•17–Э13–Ь2–Ґ.
–Ф–≤—Г—Е—Б–ї–Њ–є–љ—Л–µ —Б—В–∞–ї–Є –њ–Њ–ї—Г—З–∞—О—В –њ—Г—В–µ–Љ —Б–Њ–≤–Љ–µ—Б—В–љ–Њ–є –≥–Њ—А—П—З–µ–є –њ—А–Њ–Ї–∞—В–Ї–Є –і–≤—Г—Е –ї–Є—Б—В–Њ–≤ –Є–Ј —Б—В–∞–ї–Є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є –њ–ї–∞–Ї–Є—А—Г—О—Й–µ–≥–Њ —Б–ї–Њ—П, –Ї–Њ—В–Њ—А—Л–µ –њ—А–Є —Н—В–Њ–Љ –њ—А–Њ—З–љ–Њ —Б–≤–∞—А–Є–≤–∞—О—В—Б—П –Љ–µ–ґ–і—Г —Б–Њ–±–Њ–є.
–°–≤–∞—А–Ї–∞ –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е —Б—В–∞–ї–µ–є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П —Б–ї–µ–і—Г—О—Й–Є–Љ–Є —Б–њ–Њ—Б–Њ–±–∞–Љ–Є:
- –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–≤–∞—А–Ї–Њ–є –њ–Њ–і —Б–ї–Њ–µ–Љ —Д–ї—О—Б–∞ –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є –њ–ї–∞–Ї–Є—А—Г—О—Й–µ–≥–Њ —Б–ї–Њ—П,
- —А—Г—З–љ–Њ–є –і—Г–≥–Њ–≤–Њ–є —Б–≤–∞—А–Ї–Њ–є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є –њ–ї–∞–Ї–Є—А—Г—О—Й–µ–≥–Њ —Б–ї–Њ—П,
- –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–≤–∞—А–Ї–Њ–є –њ–Њ–і —Б–ї–Њ–µ–Љ —Д–ї—О—Б–∞ –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–ї–Њ—П –Є —А—Г—З–љ–Њ–є –і—Г–≥–Њ–≤–Њ–є —Б–≤–∞—А–Ї–Њ–є –њ–ї–∞–Ї–Є—А—Г—О—Й–µ–≥–Њ —Б–ї–Њ—П,
- –њ–Њ–ї—Г–∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–≤–∞—А–Ї–Њ–є –≤ —Б—А–µ–і–µ –Ј–∞—Й–Є—В–љ—Л–Љ –≥–∞–Ј–Њ–≤ –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–ї–Њ—П –Є –∞—А–≥–Њ–љ–Њ–і—Г–≥–Њ–≤–Њ–є —Б–≤–∞—А–Ї–Њ–є –њ–ї–∞–Ї–Є—А—Г—О—Й–µ–≥–Њ —Б–ї–Њ—П.
–Ю—Б–љ–Њ–≤–љ–Њ–є –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—М—О —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —Б–≤–∞—А–Ї–Є –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е —Б—В–∞–ї–µ–є —П–≤–ї—П–µ—В—Б—П —А–∞–Ј–і–µ–ї—М–љ–∞—П —Б–≤–∞—А–Ї–∞ –Ї–∞–ґ–і–Њ–≥–Њ —Б–ї–Њ—П —Б—В—А–Њ–≥–Њ –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ—Л–Љ–Є –і–ї—П —Н—В–Њ–≥–Њ —Б–ї–Њ—П —Б–≤–∞—А–Њ—З–љ—Л–Љ–Є –Љ–∞—В–µ—А–Є–∞–ї–∞–Љ–Є (—Н–ї–µ–Ї—В—А–Њ–і–∞–Љ–Є –њ—А–Є —А—Г—З–љ–Њ–є —Б–≤–∞—А–Ї–µ, —Б–Њ—З–µ—В–∞–љ–Є–µ–Љ –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Є —Д–ї—О—Б–∞ –њ—А–Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–≤–∞—А–Ї–µ –њ–Њ–і —Д–ї—О—Б–Њ–Љ –Є–ї–Є —Б–Њ—З–µ—В–∞–љ–Є–µ–Љ –њ—А–Є—Б–∞–і–Њ—З–љ–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Є –Ј–∞—Й–Є—В–љ–Њ–≥–Њ –≥–∞–Ј–∞ вАУ –њ—А–Є —Б–≤–∞—А–Ї–µ –≤ —Б—А–µ–і–µ –Ј–∞—Й–Є—В–љ–Њ–≥–Њ –≥–∞–Ј–∞). –Я—А–Є—З—С–Љ –≤ –њ–µ—А–≤—Г—О –Њ—З–µ—А–µ–і—М —Б–≤–∞—А—Й–Є–Ї —Б–≤–∞—А–Є–≤–∞–µ—В –Њ—Б–љ–Њ–≤–љ–Њ–є —Б–ї–Њ–є, –∞ –ї–µ–≥–Є—А—Г—О—Й–Є–є —Б–ї–Њ–є —Б–≤–∞—А–Є–≤–∞–µ—В—Б—П —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ —Б–≤–∞—А–Ї–Є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–ї–Њ—П. –Ш–Ј–Љ–µ–љ–µ–љ–Є–µ —Н—В–Њ–є –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В–Є –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—О —В—А–µ—Й–Є–љ.
–Ш —Н—В–Њ –љ–µ —П–≤–ї—П–µ—В—Б—П –µ–і–Є–љ—Б—В–≤–µ–љ–љ–Њ–є –њ—А–Є—З–Є–љ–Њ–є –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П —В—А–µ—Й–Є–љ, —В.–Ї.–≤ –Ї–Њ–љ–µ—З–љ–Њ–Љ –Є—В–Њ–≥–µ –Ї —В—А–µ—Й–Є–љ–∞–Љ –њ—А–Є–≤–Њ–і—П—В —В–∞–Ї–ґ–µ –љ–∞—А—Г—И–µ–љ–Є–µ —А–µ–ґ–Є–Љ–Њ–≤ —Б–≤–∞—А–Ї–Є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є–ї–Є –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞, –∞ —В–∞–Ї–ґ–µ –Њ–њ–ї–∞–≤–ї–µ–љ–Є–µ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–≥–Њ –њ—А–Њ–Ї–∞—В–∞ –њ—А–Є —Б–≤–∞—А–Ї–µ –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞. –£–Ї–∞–Ј–∞–љ–љ—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —Б–≤–∞—А–Ї–Є –њ—А–Є–≤–Њ–і—П—В –Ї —Б–љ–Є–ґ–µ–љ–Є—О —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ–Њ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є —Б–≤–∞—А–љ—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –Є –Ї –њ–Њ–≤—Л—И–µ–љ–Є—О —А–Є—Б–Ї–∞ –њ—А–Є –Є—Е —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є.
–° —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П –і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–Є –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В –Њ—Б–Њ–±—Л–є –Є–љ—В–µ—А–µ—Б: –≤ –Ї–∞–Ї–Є—Е –Є–Љ–µ–љ–љ–Њ —Г—З–∞—Б—В–Ї–∞—Е —Б–≤–∞—А–љ–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–є —Б—В–∞–ї–Є –љ–∞–Є–±–Њ–ї–µ–µ –≤–µ—А–Њ—П—В–љ–Њ –њ–Њ–≤—Л—И–µ–љ–Є–µ —В–≤—С—А–і–Њ—Б—В–Є –Є –≥–і–µ –≤ —Б–≤—П–Ј–Є —Б —Н—В–Є–Љ –љ–∞–Є–±–Њ–ї–µ–µ –≤–µ—А–Њ—П—В–љ–Њ –њ–Њ—П–≤–ї–µ–љ–Є–µ –Љ–Є–Ї—А–Њ—В—А–µ—Й–Є–љ. –Ш–Ј —Н—В–Є—Е –і–∞–љ–љ—Л—Е —Б—В–∞–љ–Њ–≤–Є—В—Б—П –њ–Њ–љ—П—В–љ–Њ, –≥–і–µ –љ–∞–Ј–љ–∞—З–∞—В—М –Ј–∞–Љ–µ—А —В–≤—С—А–і–Њ—Б—В–Є –Є –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Б–≤–∞—А–љ–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Ї–∞–њ–Є–ї–ї—П—А–љ—Л–Љ–Є –≤–Є–і–∞–Љ–Є –Ї–Њ–љ—В—А–Њ–ї—П.
–≠–Ї—Б–њ–µ—А—В—Л —Б–Њ –Ј–љ–∞–љ–Є—П–Љ–Є —Б–≤–∞—А–Њ—З–љ—Л—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є, –њ—А–Є–Љ–µ–љ—П–≤—И–Є—Е—Б—П –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –Є –Љ–Њ–љ—В–∞–ґ–µ –Ї–Њ—А–њ—Г—Б–љ–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П, —Г–ґ–µ –љ–∞ —Б—В–∞–і–Є–Є –Њ–Ј–љ–∞–Ї–Њ–Љ–ї–µ–љ–Є—П —Б —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –і–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є–µ–є –Є –љ–∞ —Б—В–∞–і–Є–Є –≤–Є–Ј—Г–∞–ї—М–љ–Њ-–Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї—П —Б–≤–∞—А–љ–Њ–≥–Њ –µ–Љ–Ї–Њ—Б—В–љ–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –Љ–Њ–≥—Г—В —Б–Њ—А–Є–µ–љ—В–Є—А–Њ–≤–∞—В—М—Б—П –Є —Г—В–Њ—З–љ–Є—В—М –Ї–∞–Ї –Љ–µ—В–Њ–і—Л –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –Є —Б–≤–∞—А–љ—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є, —В–∞–Ї –Є –Є—Е –Њ–±—К—С–Љ.
–Т –Ї–∞—З–µ—Б—В–≤–µ –њ—А–Є–Љ–µ—А–∞ —А–∞—Б—Б–Љ–Њ—В—А–Є–Љ –њ—А–Є—З–Є–љ—Г –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П —Б–Ї–≤–Њ–Ј–љ–Њ–є —В—А–µ—Й–Є–љ—Л –љ–∞ –Ї–Њ—А–њ—Г—Б–µ –Ї–Њ–ї–Њ–љ–љ—Л, –≤—Л–њ–Њ–ї–љ–µ–љ–љ–Њ–є –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–є —Б—В–∞–ї–Є –Љ–∞—А–Ї–Є –°—В3+08–•13. –Ч–∞–Љ–µ—А—Л —В–≤–µ—А–і–Њ—Б—В–Є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –љ–∞ –љ–∞—А—Г–ґ–љ–Њ–є –Є –≤–љ—Г—В—А–µ–љ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї–Њ—А–њ—Г—Б–∞ (–≤ —В–Њ–Љ —З–Є—Б–ї–µ –≤–±–ї–Є–Ј–Є —В—А–µ—Й–Є–љ—Л), –Њ—Ж–µ–љ–Ї–∞ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є—Е —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –≤ –Ј–Њ–љ–µ —В—А–µ—Й–Є–љ—Л –њ—А–Є –Є—Б–њ—Л—В–∞–љ–Є—П—Е —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л—Е –Њ–±—А–∞–Ј—Ж–Њ–≤ —Б –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–µ–Љ –њ—А–µ–і–µ–ї–∞ –њ—А–Њ—З–љ–Њ—Б—В–Є, –њ—А–µ–і–µ–ї–∞ —В–µ–Ї—Г—З–µ—Б—В–Є, —Г–і–∞—А–љ–Њ–є –≤—П–Ј–Ї–Њ—Б—В–Є –Є —Г–≥–ї–∞ –Ј–∞–≥–Є–±–∞, –∞ —В–∞–Ї–ґ–µ –Љ–µ—В–∞–ї–ї–Њ–≥—А–∞—Д–Є—З–µ—Б–Ї–Њ–≥–Њ –Є—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є—П –њ–Њ–Ї–∞–Ј–∞–ї–Є, —З—В–Њ –Љ–µ—В–∞–ї–ї –Њ–±–ї–∞–і–∞–µ—В –љ–Њ—А–Љ–∞–ї—М–љ—Л–Љ –Ї–∞—З–µ—Б—В–≤–Њ–Љ –Є —Б–≤–Њ–є—Б—В–≤–∞–Љ–Є. –Ю—Ж–µ–љ–Ї–∞ –Ї–∞—З–µ—Б—В–≤–∞ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ—Б—В–Њ–є–Ї–Њ–≥–Њ —Б–ї–Њ–µ–≤ –±–Є–Љ–µ—В–∞–ї–ї–∞ –°—В3 + 08–•13 –Є –Ї–Њ–љ—В—А–Њ–ї—М –Ї–∞—З–µ—Б—В–≤–∞ –±–Є–Љ–µ—В–∞–ї–ї–∞ –≤–±–ї–Є–Ј–Є —В—А–µ—Й–Є–љ—Л, –≤—Л–њ–Њ–ї–љ–µ–љ–љ—Л–µ —Г–ї—М—В—А–∞–Ј–≤—Г–Ї–Њ–≤—Л–Љ –Љ–µ—В–Њ–і–Њ–Љ, —В–∞–Ї–ґ–µ –њ–Њ–Ї–∞–Ј–∞–ї–Є –њ–Њ–ї–Њ–ґ–Є—В–µ–ї—М–љ—Л–µ —А–µ–Ј—Г–ї—М—В–∞—В—Л. –Я—А–Є —В–∞–Ї–Њ–Љ –Ї–∞—З–µ—Б—В–≤–µ –Є —Б–≤–Њ–є—Б—В–≤–∞—Е –±–Є–Љ–µ—В–∞–ї–ї–∞ –Њ–ґ–Є–і–∞—В—М –≤ –љ–µ–Љ –Ј–∞—А–Њ–ґ–і–µ–љ–Є—П —В—А–µ—Й–Є–љ—Л –Є –µ–µ —А–∞–Ј–≤–Є—В–Є—П –і–Њ —Б–Ї–≤–Њ–Ј–љ–Њ–≥–Њ —А–∞–Ј—А—Г—И–µ–љ–Є—П –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ —В–Њ–ї—М–Ї–Њ –њ—А–Є –∞–љ–Њ–Љ–∞–ї—М–љ–Њ –±–Њ–ї—М—И–Є—Е –њ–µ—А–µ–≥—А—Г–Ј–Ї–∞—Е, –Ї–Њ—В–Њ—А—Л–µ –њ–Њ —Б–≤–Є–і–µ—В–µ–ї—М—Б—В–≤—Г –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ –Є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ–Њ–є –і–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–ї–Є.
–Т –Њ—В–ї–Є—З–Є–µ –Њ—В —Н—В–Њ–≥–Њ, —А–µ–Ј—Г–ї—М—В–∞—В—Л –Њ—Ж–µ–љ–Ї–Є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є—Е —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї —Б–≤–∞—А–љ–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П, –њ–Њ—А–∞–ґ–µ–љ–љ–Њ–≥–Њ —В—А–µ—Й–Є–љ–Њ–є, –њ–Њ–Ї–∞–Ј–∞–ї–Є, —З—В–Њ –Ј–љ–∞—З–µ–љ–Є—П —В–≤–µ—А–і–Њ—Б—В–Є –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞ –њ—А–Є –Ј–∞–Љ–µ—А–µ –љ–∞ –њ–Њ–њ–µ—А–µ—З–љ—Л—Е —И–ї–Є—Д–∞—Е –≤ 2 —А–∞–Ј–∞ –њ—А–µ–≤—Л—И–∞—О—В –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П –Є –і–Њ—Б—В–Є–≥–∞—О—В 420 –Э–Т, –∞ —Г–≥–Њ–ї –Ј–∞–≥–Є–±–∞ —Б —А–∞—Б—В—П–ґ–µ–љ–Є–µ–Љ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —И–≤–∞ —Б–Њ—Б—В–∞–≤–ї—П–µ—В 15-35–Њ –њ—А–Є –љ–Њ—А–Љ–µ 100–Њ. –Ґ–∞–Ї –Ї–∞–Ї —В—А–∞–љ—Б—Д–Њ—А–Љ–∞—Ж–Є—П —Б—В—А—Г–Ї—В—Г—А—Л –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —И–≤–∞ —Б —Г–Љ–µ–љ—М—И–µ–љ–Є–µ–Љ –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Є—Е —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї –≤ —И—В–∞—В–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –Ї–Њ–ї–Њ–љ–љ—Л –њ—А–Њ—Е–Њ–і–Є—В—М –љ–µ –Љ–Њ–ґ–µ—В, —В–Њ —В–∞–Ї–∞—П —Б—В—А—Г–Ї—В—Г—А–∞ –Љ–Њ–≥–ї–∞ –Њ–±—А–∞–Ј–Њ–≤–∞—В—М—Б—П —В–Њ–ї—М–Ї–Њ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Б–≤–∞—А–Ї–Є –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –Ї–Њ—А–њ—Г—Б–∞ –Ї–Њ–ї–Њ–љ–љ—Л. –Я–Њ—Н—В–Њ–Љ—Г –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В –Є–љ—В–µ—А–µ—Б –∞–љ–∞–ї–Є–Ј –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –Є —Г—Б–ї–Њ–≤–Є–є –њ–Њ–ї—Г—З–µ–љ–Є—П —Г–Ї–∞–Ј–∞–љ–љ—Л—Е –Њ—В–Ї–ї–Њ–љ–µ–љ–Є–є –њ—А–Є –≤—Л–њ–Њ–ї–љ–µ–љ–Є–Є –і–∞–љ–љ–Њ–≥–Њ —Б—В—Л–Ї–Њ–≤–Њ–≥–Њ —И–≤–∞ –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–є —Б—В–∞–ї–Є.
–°–≤–∞—А–Ї–∞ —Б—В—Л–Ї–Њ–≤—Л—Е —И–≤–Њ–≤ –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–є —Б—В–∞–ї–Є, —Г –Ї–Њ—В–Њ—А–Њ–є —Б–ї–Њ–Є –Є–Љ–µ—О—В —А–∞–Ј–ї–Є—З–љ—Л–є —Е–Є–Љ–Є—З–µ—Б–Ї–Є–є —Б–Њ—Б—В–∞–≤, –Њ—В–љ–Њ—Б–Є—В—Б—П –Ї —Б–≤–∞—А–Ї–µ —А–∞–Ј–љ–Њ—А–Њ–і–љ—Л—Е —Б—В–∞–ї–µ–є, –Є–Љ–µ—О—Й–µ–є –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є. –°–≤–∞—А–љ—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Б—В–∞–ї–Є 08–•13 –і–Њ —Б–Є—Е –њ–Њ—А –≤—Л–њ–Њ–ї–љ—П—О—В—Б—П –∞—Г—Б—В–µ–љ–Є—В–љ–Њ-—Д–µ—А—А–Є—В–љ—Л–Љ–Є —Н–ї–µ–Ї—В—А–Њ–і–∞–Љ–Є —В–Є–њ–∞ –≠-10–•25–Э13–У2. –Ф–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —Г–Ї–∞–Ј–∞–љ–љ–Њ–≥–Њ —Г—Б–ї–Њ–≤–Є—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ —Б–њ–µ—Ж–Є–∞–ї—М–љ–∞—П –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Ї—А–Њ–Љ–Њ–Ї —Б—В—Л–Ї–∞, –Ї–Њ—В–Њ—А–∞—П –≤ –њ—А–∞–Ї—В–Є–Ї–µ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П —Б –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ–Љ —И—В—Г—З–љ—Л—Е —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤.
–Ю—Б–љ–Њ–≤–љ—Л–Љ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–Њ–Љ, –Ї–Њ—В–Њ—А–Њ–µ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—О –Љ–∞–ї–Њ–њ–ї–∞—Б—В–Є—З–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞, –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –Є —А–µ–Љ–Њ–љ—В–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П, —П–≤–ї—П–µ—В—Б—П –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –≠-07–•20–Э9 –≤–Љ–µ—Б—В–Њ —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –≠-10–•25–Э13–У2. –Ґ–∞–Ї–∞—П –Ј–∞–Љ–µ–љ–∞ —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –Є–Љ–µ–ї–∞ –Љ–µ—Б—В–Њ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ —З–∞—Б—В–Њ –≤ –њ–µ—А–≤—Л–µ –і–µ—Б—П—В–Є–ї–µ—В–Є—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Ї–Њ—А–њ—Г—Б–Њ–≤ –∞–њ–њ–∞—А–∞—В–Њ–≤ –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е —Б—В–∞–ї–µ–є. –Ф–ї—П –≤—Л—П—Б–љ–µ–љ–Є—П —Н—В–Њ–≥–Њ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–∞ –Љ–Њ–ґ–љ–Њ —А–∞—Б—Б–Љ–Њ—В—А–µ—В—М –≤–∞—А–Є–∞–љ—В—Л –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П —Г–Ї–∞–Ј–∞–љ–љ—Л—Е —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –њ—Г—В–µ–Љ –њ–Њ—Б—В—А–Њ–µ–љ–Є—П —Б—В—А—Г–Ї—В—Г—А–љ—Л—Е –Њ–±–ї–∞—Б—В–µ–є –љ–∞ —Б—В—А—Г–Ї—В—Г—А–љ–Њ–є –і–Є–∞–≥—А–∞–Љ–Љ–µ –®–µ—Д—Д–ї–µ—А–∞ (—А–Є—Б—Г–љ–Њ–Ї 1), –Ї–Њ—В–Њ—А–Њ–є –њ—А–Є–љ—П—В–Њ –њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –і–ї—П —Н—В–Є—Е —Ж–µ–ї–µ–є [1].
–Ъ–∞–Ї –Њ—В–Љ–µ—З–µ–љ–Њ –≤—Л—И–µ, –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ—Л–є —Б–ї–Њ–є —И–≤–∞ –љ–∞–њ–ї–∞–≤–ї—П–µ—В—Б—П –њ–Њ—Б–ї–µ —Б–≤–∞—А–Ї–Є –љ–µ—Б—Г—Й–µ–≥–Њ —Б–ї–Њ—П –Є–Ј —Б—В–∞–ї–Є –°—В3. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —Б–Њ—Б—В–∞–≤ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞ –≤–Ї–ї—О—З–∞–µ—В –≤ —Б–µ–±—П –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –њ–Њ–ї–љ–Њ—Б—В—М—О –њ–µ—А–µ–Љ–µ—И–∞–љ–љ—Л–µ –≤ –ґ–Є–і–Ї–Њ–є —Б–≤–∞—А–Њ—З–љ–Њ–є –≤–∞–љ–љ–µ –і–Њ —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–≥–Њ —Б–Њ—Б—В–∞–≤–∞ —З–∞—Б—В–Є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–≥–Њ —Н–ї–µ–Ї—В—А–Њ–і–∞, –Њ–њ–ї–∞–≤–ї–µ–љ–љ–Њ–≥–Њ –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞ (—Н–ї–µ–Ї—В—А–Њ–і—Л –≠-42–Р) –Є –Њ–њ–ї–∞–≤–ї–µ–љ–љ–Њ–≥–Њ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–є —Б—В–∞–ї–Є 08–•13. –Ф–ї—П —А–µ–ґ–Є–Љ–Њ–≤ —А—Г—З–љ–Њ–є –і—Г–≥–Њ–≤–Њ–є —Б–≤–∞—А–Ї–Є –і–Њ–ї—П —Г—З–∞—Б—В–Є—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ –≤ –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є–Є —И–≤–∞ –Њ–±—Л—З–љ–Њ —Б–Њ—Б—В–∞–≤–ї—П–µ—В 15-20% (5% 08–•13 + (10-15)% –°—В3). –Ю—Б—В–∞–ї—М–љ—Л–µ 80-85% –њ—А–Є—Е–Њ–і—П—В—Б—П –љ–∞ —Н–ї–µ–Ї—В—А–Њ–і. –£–Ї–∞–Ј–∞–љ–љ—Л–µ —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є—П –Љ–Њ–≥—Г—В –±—Л—В—М –њ—А–Є–љ—П—В—Л –≤ –Ї–∞—З–µ—Б—В–≤–µ –Є—Б—Е–Њ–і–љ—Л—Е –і–∞–љ–љ—Л—Е –њ—А–Є –њ–Њ—Б—В—А–Њ–µ–љ–Є–Є —Б—В—А—Г–Ї—В—Г—А–љ—Л—Е –Њ–±–ї–∞—Б—В–µ–є –Љ–µ—В–∞–ї–ї–∞ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —И–≤–∞ –љ–∞ –і–Є–∞–≥—А–∞–Љ–Љ–µ –®–µ—Д—Д–ї–µ—А–∞. –Т—Л–њ–Њ–ї–љ–µ–љ–љ–Њ–µ –њ–Њ—Б—В—А–Њ–µ–љ–Є–µ —Б–≤–Є–і–µ—В–µ–ї—М—Б—В–≤—Г–µ—В, —З—В–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –≠-07–•20–Э9 –≤–Љ–µ—Б—В–Њ –≠-10–•25–Э13–У2 –њ—А–Є —Б–≤–∞—А–Ї–µ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—О –Љ–∞–ї–Њ–њ–ї–∞—Б—В–Є—З–љ–Њ–є –Љ–∞—А—В–µ–љ—Б–Є—В–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л —Б –≤—Л—Б–Њ–Ї–Њ–є —В–≤–µ—А–і–Њ—Б—В—М—О –љ–∞ –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —А–µ–Ї–Њ–Љ–µ–љ–і–Њ–≤–∞–љ–љ—Л—Е —А–µ–ґ–Є–Љ–Њ–≤, –∞ —Г–ґ–µ –љ–µ–Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ–µ –њ—А–µ–≤—Л—И–µ–љ–Є–µ —А–µ–ґ–Є–Љ–∞ –њ–Њ–ї–љ–Њ—Б—В—М—О —Б–Љ–µ—Й–∞–µ—В –Ј–Њ–љ—Г –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е —Б—В—А—Г–Ї—В—Г—А –≤ –∞—Г—Б—В–µ–љ–Є—В–љ–Њ-–Љ–∞—А—В–µ–љ—Б–Є—В–љ—Г—О –Є –і–∞–ґ–µ –Љ–∞—А—В–µ–љ—Б–Є—В–љ—Г—О –Њ–±–ї–∞—Б—В—М. –Т –Њ—В–ї–Є—З–Є–µ –Њ—В —Н—В–Њ–≥–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –≠-10–•25–Э13–У2 –љ–∞ –њ–∞—Б–њ–Њ—А—В–љ—Л—Е —А–µ–ґ–Є–Љ–∞—Е –≥–∞—А–∞–љ—В–Є—А—Г–µ—В –њ–Њ–ї—Г—З–µ–љ–Є–µ –њ–ї–∞—Б—В–Є—З–љ—Л—Е —Б—В—А—Г–Ї—В—Г—А –±–µ–Ј –Љ–∞—А—В–µ–љ—Б–Є—В–љ–Њ–є —Б–Њ—Б—В–∞–≤–ї—П—О—Й–µ–є –Є —В—А–µ–±—Г–µ—В—Б—П –±–Њ–ї—М—И–Њ–µ –њ—А–µ–≤—Л—И–µ–љ–Є–µ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л—Е –Ј–љ–∞—З–µ–љ–Є–є —Б–≤–∞—А–Њ—З–љ–Њ–≥–Њ —В–Њ–Ї–∞ –і–ї—П —Б–Љ–µ—Й–µ–љ–Є—П —Б–Њ—Б—В–∞–≤–∞ —И–≤–∞ –≤ –Њ–±–ї–∞—Б—В—М –∞—Г—Б—В–µ–љ–Є—В–љ–Њ-–Љ–∞—А—В–µ–љ—Б–Є—В–љ—Л—Е —Б—В—А—Г–Ї—В—Г—А. –Ґ–∞–Ї–Њ–µ –њ—А–µ–≤—Л—И–µ–љ–Є–µ –Љ–∞–ї–Њ–≤–µ—А–Њ—П—В–љ–Њ, —В.–Ї. –њ—А–Є–≤–Њ–і–Є—В –Ї —А–∞—Б—В—А–µ—Б–Ї–Є–≤–∞–љ–Є—О –њ–Њ–Ї—А—Л—В–Є—П —Н–ї–µ–Ї—В—А–Њ–і–∞.
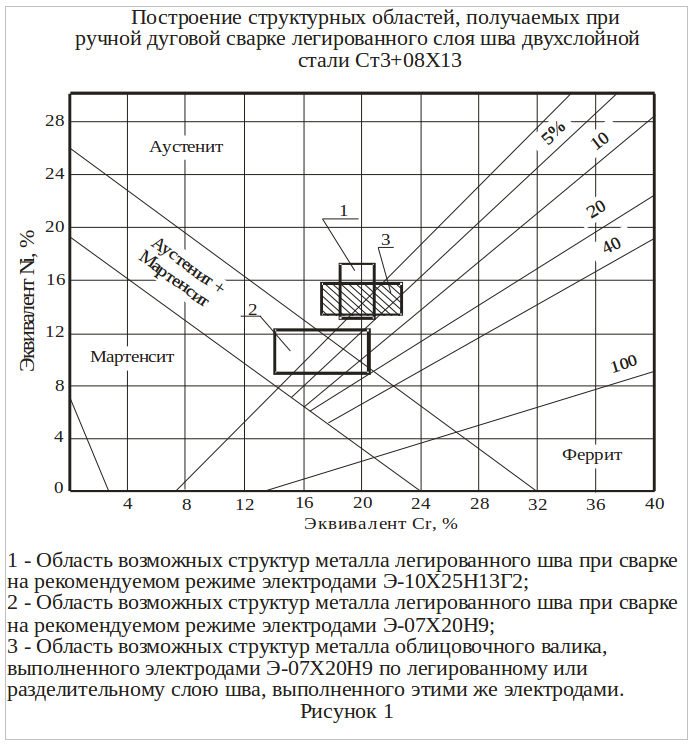
–°–ї–µ–і—Г–µ—В –Њ—В–Љ–µ—В–Є—В—М –µ—Б—В–µ—Б—В–≤–µ–љ–љ–Њ–µ —Б—В—А–µ–Љ–ї–µ–љ–Є–µ —Б–≤–∞—А—Й–Є–Ї–∞ –њ—А–Є–і–∞—В—М —В–Њ–≤–∞—А–љ—Л–є –≤–Є–і –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–Љ—Г —Б–ї–Њ—О —И–≤–∞, —В.–Ї. –Њ–љ —П–≤–ї—П–µ—В—Б—П –њ–Њ—Б–ї–µ–і–љ–Є–Љ. –Я–Њ—Н—В–Њ–Љ—Г –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ—Б–љ–Њ–≤–љ—Л—Е –≤–∞–ї–Є–Ї–Њ–≤ —И–≤–∞ —Б–≤–∞—А—Й–Є–Ї –љ–∞–њ–ї–∞–≤–ї—П–µ—В —В–∞–Ї –љ–∞–Ј—Л–≤–∞–µ–Љ—Л–є –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л–є –≤–∞–ї–Є–Ї. –Ю—Б–Њ–±–µ–љ–љ–Њ —Н—В–Њ—В –≤–∞–ї–Є–Ї —Б—В—А–µ–Љ—П—В—Б—П –≤—Л–њ–Њ–ї–љ–Є—В—М –≤ —В–µ—Е —Б–ї—Г—З–∞—П—Е, –Ї–Њ–≥–і–∞ –њ—А–µ–і—Л–і—Г—Й–Є–є –≤–∞–ї–Є–Ї (–Є–ї–Є —Б–ї–Њ–є —И–≤–∞) –≤—Л–њ–Њ–ї–љ–µ–љ –љ–µ–±—А–µ–ґ–љ–Њ –Є –і–∞–ґ–µ —Б –љ–∞—А—Г—И–µ–љ–Є–µ–Љ —А–µ–ґ–Є–Љ–∞. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –њ–Њ—Б–ї–µ–і–љ–Є–є –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л–є —Б–ї–Њ–є –∞—Г—Б—В–µ–љ–Є—В–љ–Њ-—Д–µ—А—А–Є—В–љ–Њ–≥–Њ —И–≤–∞ –њ—А–Є–Ї—А—Л–≤–∞–µ—В –њ—А–µ–і–њ–Њ—Б–ї–µ–і–љ–Є–є —Б–ї–Њ–є, –Є–Љ–µ—О—Й–Є–є –Њ—В–Ї–ї–Њ–љ–µ–љ–Є—П –љ–µ —В–Њ–ї—М–Ї–Њ –њ–Њ –≤–љ–µ—И–љ–µ–Љ—Г –≤–Є–і—Г, –љ–Њ —В–∞–Ї–ґ–µ –њ–Њ —Б–Њ—Б—В–∞–≤—Г –Є —Б–≤–Њ–є—Б—В–≤–∞–Љ, —З—В–Њ –Њ—Б–Њ–±–µ–љ–љ–Њ –≤–∞–ґ–љ–Њ, —В–∞–Ї –Ї–∞–Ї –њ—А–Є —Н—В–Њ–Љ –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л–є –≤–∞–ї–Є–Ї –±—Г–і–µ—В –Є–Љ–µ—В—М —Б–Њ—Б—В–∞–≤ –Є —Б—В—А—Г–Ї—В—Г—А—Г —Б –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є —В–≤–µ—А–і–Њ—Б—В—М—О. –Ъ —Н—В–Њ–Љ—Г –≤—Л–≤–Њ–і—Г –њ—А–Є—Е–Њ–і—П—В —В–∞–Ї–ґ–µ –њ—А–Є –∞–љ–∞–ї–Є–Ј–µ –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е —Б—В—А—Г–Ї—В—Г—А –Љ–µ—В–∞–ї–ї–∞ —И–≤–∞ –њ—Г—В–µ–Љ –њ–Њ—Б—В—А–Њ–µ–љ–Є—П —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є—Е –Њ–±–ї–∞—Б—В–µ–є –љ–∞ –і–Є–∞–≥—А–∞–Љ–Љ–µ –®–µ—Д—Д–ї–µ—А–∞. –Э–∞ —А–Є—Б—Г–љ–Ї–µ 1 –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ–Њ —В–∞–Ї–Њ–µ –њ–Њ—Б—В—А–Њ–µ–љ–Є–µ –і–ї—П —Б–ї—Г—З–∞—П –њ—А–Є–Љ–µ–љ–µ–љ–Є—П —Н–ї–µ–Ї—В—А–Њ–і–Њ–≤ –≠-07–•20–Э9. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –њ–Њ–ї—Г—З–µ–љ–љ—Л–є –љ–Њ—А–Љ–∞–ї—М–љ—Л–є —Г—А–Њ–≤–µ–љ—М —В–≤–µ—А–і–Њ—Б—В–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ–Њ–≥–Њ –≤–∞–ї–Є–Ї–∞ –љ–µ –≥–∞—А–∞–љ—В–Є—А—Г–µ—В —В–∞–Ї–Є–µ –ґ–µ —В–≤–µ—А–і–Њ—Б—В—М –Є –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –њ–Њ –≤—Б–µ–є —В–Њ–ї—Й–Є–љ–µ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —И–≤–∞ –і–≤—Г—Е—Б–ї–Њ–є–љ–Њ–є —Б—В–∞–ї–Є. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Ј–∞–Љ–µ—А —В–≤–µ—А–і–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–Њ–ґ–µ—В –њ–Њ–Ї–∞–Ј–∞—В—М —А–∞–Ј–ї–Є—З–љ—Л–µ —А–µ–Ј—Г–ї—М—В–∞—В—Л: –њ–Њ–≤—Л—И–µ–љ–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П —В–≤–µ—А–і–Њ—Б—В–Є –≤ —Г—З–∞—Б—В–Ї–∞—Е –±–µ–Ј –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ–Њ–≥–Њ –≤–∞–ї–Є–Ї–∞ –Є –љ–Њ—А–Љ–∞–ї—М–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П —В–≤–µ—А–і–Њ—Б—В–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л—Е –≤–∞–ї–Є–Ї–Њ–≤.
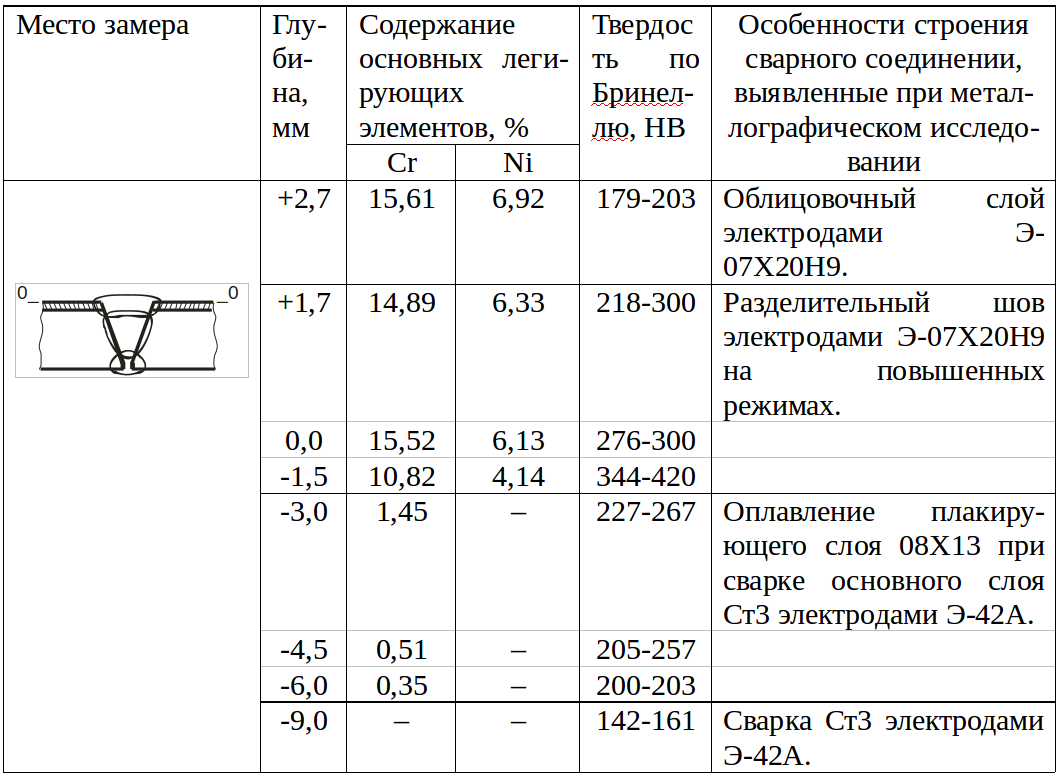
–≠—В–Њ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–Њ –њ—А–µ–і–Њ–њ—А–µ–і–µ–ї–Є–ї–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –њ–Њ—Б–ї–Њ–є–љ–Њ–≥–Њ –Ј–∞–Љ–µ—А–∞ —В–≤–µ—А–і–Њ—Б—В–Є –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —И–≤–∞ –њ–Њ—Б–ї–µ —Б–љ—П—В–Є—П –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —И–≤–∞ –љ–∞ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й—Г—О –≥–ї—Г–±–Є–љ—Г —Б–Њ —Б–њ–µ–Ї—В—А–∞–ї—М–љ—Л–Љ –∞–љ–∞–ї–Є–Ј–Њ–Љ —Б–Њ—Б—В–∞–≤–∞ –љ–∞ –Ї–∞–ґ–і–Њ–є –њ–ї–Њ—Й–∞–і–Ї–µ —Б –Ј–∞–Љ–µ—А—П–µ–Љ–Њ–є —В–≤–µ—А–і–Њ—Б—В—М—О (—Б–Љ. —В–∞–±–ї–Є—Ж—Г 1). –Я–Њ–ї—Г—З–µ–љ–љ—Л–µ —А–µ–Ј—Г–ї—М—В–∞—В—Л –њ–Њ–і—В–≤–µ—А–ґ–і–∞—О—В —А–µ–Ј—Г–ї—М—В–∞—В—Л –∞–љ–∞–ї–Є–Ј–∞ —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ –і–Є–∞–≥—А–∞–Љ–Љ—Л –®–µ—Д—Д–ї–µ—А–∞.
–Я–Њ–ї—Г—З–µ–љ–љ—Л–µ –і–∞–љ–љ—Л–µ –њ–Њ–Ј–≤–Њ–ї–Є–ї–Є –Њ–њ—А–µ–і–µ–ї–Є—В—М –≤–µ—А–Њ—П—В–љ—Г—О –њ—А–Є—З–Є–љ—Г –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П —Б–Ї–≤–Њ–Ј–љ–Њ–є —В—А–µ—Й–Є–љ—Л –љ–∞ –Ї–Њ—А–њ—Г—Б–µ –Ї–Њ–ї–Њ–љ–љ—Л. –Ч–∞—А–Њ–ґ–і–µ–љ–Є–µ —В—А–µ—Й–Є–љ—Л –љ–∞–Є–±–Њ–ї–µ–µ –≤–µ—А–Њ—П—В–љ–Њ –Є–Љ–µ–ї–Њ –Љ–µ—Б—В–Њ –≤ –Љ–∞–ї–Њ–њ–ї–∞—Б—В–Є—З–љ–Њ–Љ —Г—З–∞—Б—В–Ї–µ –ї–µ–≥–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–ї–Њ—П —И–≤–∞.
–Ґ–∞–±–ї–Є—Ж–∞ 1
–Ю–±—Б–ї–µ–і–Њ–≤–∞–љ–љ—Л–µ —Б–ї–Њ–Є –љ–∞ —А–∞–Ј–љ–Њ–є –≥–ї—Г–±–Є–љ–µ –Ї–Њ—А–њ—Г—Б–∞ –Ї–Њ–ї–Њ–љ–љ—Л –Њ—В –≤–µ—А—И–Є–љ—Л –љ–∞–њ–ї–∞–≤–Ї–Є
–Т—Л–≤–Њ–і—Л –Є —А–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж–Є–Є:
- –°–≤–∞—А–љ–Њ–µ –µ–Љ–Ї–Њ—Б—В–љ–Њ–µ –Є —В–µ–њ–ї–Њ–Њ–±–Љ–µ–љ–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ –Њ–њ–∞—Б–љ—Л—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ—Л—Е –Њ–±—К–µ–Ї—В–Њ–≤ –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е (–±–Є–Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е) —Б—В–∞–ї–µ–є –Є–Љ–µ–µ—В —Б–њ–µ—Ж–Є—Д–Є—З–µ—Б–Ї–Є–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є, –Ї–Њ—В–Њ—А—Л–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –њ—А–Њ–≤–µ–і–µ–љ–Є—П —А–∞–±–Њ—В –њ–Њ —Н–Ї—Б–њ–µ—А—В–Є–Ј–µ –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –Є –њ—А–Є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —Н—В–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
- –Ф–ї—П –њ–Њ–≤—Л—И–µ–љ–Є—П —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ—Б—В–Є –њ—А–Њ–≤–µ–і–µ–љ–Є—П —А–∞–±–Њ—В –њ–Њ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–Љ—Г –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—О –Є —Б–љ–Є–ґ–µ–љ–Є—П —Б—В–µ–њ–µ–љ–Є —А–Є—Б–Ї–∞ –њ—А–Є –і–∞–ї—М–љ–µ–є—И–µ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —Н—В–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–Њ –љ–∞—З–∞–ї–∞ —А–∞–±–Њ—В –њ–Њ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–Љ—Г –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—О, —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–∞–Љ —Н–Ї—Б–њ–µ—А—В–љ—Л—Е –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є–є –њ–Њ–і—А–Њ–±–љ–Њ —А–∞—Б—Б–Љ–Њ—В—А–µ—В—М –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –і–Є–∞–≥–љ–Њ—Б—В–Є—А–Њ–≤–∞–љ–Є—П —Б–≤–∞—А–љ—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –Є–Ј –і–≤—Г—Е—Б–ї–Њ–є–љ—Л—Е —Б—В–∞–ї–µ–є –Є –љ–∞–Љ–µ—З–∞—В—М –Ї–Њ–љ–Ї—А–µ—В–љ—Г—О –њ—А–Њ–≥—А–∞–Љ–Љ—Г –Є—Е –Њ–±—Б–ї–µ–і–Њ–≤–∞–љ–Є—П —Б —Г—З–µ—В–Њ–Љ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Є –Ї–Њ–љ–Ї—А–µ—В–љ—Л—Е —Г—Б–ї–Њ–≤–Є–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є.
–°–њ–Є—Б–Њ–Ї –ї–Є—В–µ—А–∞—В—Г—А—Л
- –Ч–µ–Љ–Ј–Є–љ –Т.–Э. –°–≤–∞—А–љ—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —А–∞–Ј–љ–Њ—А–Њ–і–љ—Л—Е —Б—В–∞–ї–µ–є. –Ь.: –Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ, 1966. 290—Б.






