научный
журнал
Срочная публикация научной статьи
+7 995 770 98 40
+7 995 202 54 42
info@journalpro.ru

СРАВНИТЕЛЬНЫЙ АНАЛИЗ КРИСТАЛЛИЗАТОРОВ ФИРМЫ "WAGSTAFF" МОДЕЛИ "EPSILON" И КРИСТАЛЛИЗАТОРОВ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА "РИТЦ-18" ИТЦ Г.КРАСНОЯРСК

Рубрика: Технические науки
Журнал: «Евразийский Научный Журнал №5 2020» (май, 2020)
Количество просмотров статьи: 2546
Показать PDF версию СРАВНИТЕЛЬНЫЙ АНАЛИЗ КРИСТАЛЛИЗАТОРОВ ФИРМЫ "WAGSTAFF" МОДЕЛИ "EPSILON" И КРИСТАЛЛИЗАТОРОВ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА "РИТЦ-18" ИТЦ Г.КРАСНОЯРСК
Лактионов Владислав Евгеньевич
Магистрант СФУ
E-mail: Laktionovvlad95@mail.ru
Сибирский федеральный университет,
Институт цветных металлов и материаловедения,
Россия г.Красноярск
1. Введение
Продукция из алюминиевых сплавов обладает высокими эксплуатационными и технологическими свойствами, поэтому по важности и распространенности они являются вторыми в мире после стали среди металлических конструкционных материалов. В компании ОК РУСАЛ производство плоских слитков производится из сплавов серии 3ххх, 4ххх, 5ххх, 6ххх, 8ххх. Основная сфера применения плоских слитков полагается на: алюминиевую фольгу и посуду, алюминиевую банку, строительство, автомобильные кузова.
Основным поставщиком литейной оснастки для плоских слитков в компании РУСАЛ является американская компания «Wagstaff», которая в 2018 году на основании введенных Министерством финансов США санкций прекратила, или частично приостановила, поставку кристаллизаторов и комплектующих для производства плоских слитков. Наложенные санкции явили необходимость обеспечить стратегическую независимость Компании от монопольного поставщика оснастки «Wagstaff», путем создания аналогового типа кристаллизаторов для литья плоских слитков, тем самым обеспечивая своевременную поставку комплектующих и расходных материалов.
Существующее положение Компании на данный момент:
— В Компании установлено 5 литейных агрегатов для производства плоских слитков на оснастке «Wagstaff»;
— Выпуск
— Затраты на приобретение литейной оснастки — около 3 млн.$/год;
— Отказ «Wagstaff» от поставки литейной оснастки и расходных материалов для РУСАЛ с 2018 года.
Основные поставленные задачи Компании:
— Создание собственного высокотехнологичного производства литейной оснастки внутри Компании;
— Сохранение производства плоских слитков;
— Сокращение сроков поставки оснастки и постановки на производство новых видов продукции;
— Поставка и продажа литейной оснастки на отечественный и зарубежные рынки;
— Снижения стоимости и эксплуатационных затрат.
Отдельно стоит учесть и рост требований клиентов к качеству продуктов плоских слитков. Рост требований обусловлен стремлением потребителей перенести часть затрат на себестоимость продукции поставщика.
Цель диссертации состоит в том, чтобы снизить уровень зависимости компании от иностранных контрагентов (поставщиков), за счет внедрения собственного производства кристаллизаторов для плоских слитков.
Задачи:
— Провести анализ научно-технической литературы по проблематике исследования.
2. Кристаллизатор Wagstaff модель «Epsilon»
Кристаллизаторы модели Epsilon изготавливаются из гомогенизированного алюминиевого слитка. Основными материалами для изготовления кристаллизатора являются алюминий и нержавеющая сталь. Верхняя часть кристаллизатора, стенка рабочей поверхности, водяная камера и крепежный фланец обтачиваются прецизионно, как один блок.
Литье серий сплавов, которые ведутся на кристаллизаторах Wagstaff Epsilon: 1ххх, 3ххх, 4ххх , 5ххх, 6ххх, 8ххх полностью отработаны. Сплавы серий 2ххх и 7ххх в настоящее время проходят проверку на заводах.
Основные части конструкции: 1) Верхняя часть кристаллизатора, 2) рабочая (литейная) поверхность, 3) прокатная поверхность (рис.1).
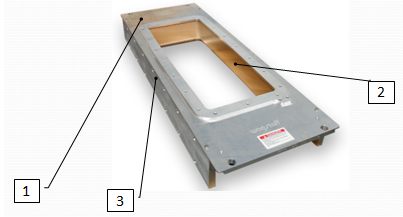
Рисунок 1 — Кристаллизатор Wagstaff модели Epsilon
Цельность конструкции обеспечивает прочность и постоянность размеров корпуса кристаллизатора. Боковые крышки привинчиваются болтами к внешней стороне корпуса, формируя структурно прочную конструкцию коробчатого сечения. Съемные боковые крышки обеспечивают свободный доступ к внутренней части кристаллизатора для проведения ТО.
Конструкция кристаллизатора Epsilon включает также водяную коробку. (одна и та же вода используется для охлаждения кристаллизатора и слитка.) Охлаждающая вода поступает в кристаллизатор либо через торцевую стенку, либо через дно. Все кристаллизаторы имеют внутреннюю диафрагму, что обеспечивает равномерное распределение охлаждающей воды по всей поверхности слитка. Вода проходит через водяные камеры кристаллизатора, охлаждая стенку кристаллизатора за литейной поверхностью, и выходит через дно кристаллизатора, сразу же соприкасаясь со слитком [1].
2.1. Технология интенсивного охлаждения SplitJet
В кристаллизаторах модели Epsilon используется технология интенсивного охлаждения Wagstaff SplitJet, она дает эксплуатационному персоналу возможность выбора режима подачи воды в зависимости от сплава и размера слитка. В начале литья технология SplitJet может эксплуатироваться двумя различными способами: подача воды из одной или двух камер (рис.2).

Рисунок 2 — Два способа подача воды технологии SplitJet: из одной или двух камер
При высоком коэффициенте отношения ширины к толщине, а также при использовании некоторых сплавов для обеспечения безопасности и постоянства регламента литья необходимо регулирование пережима донника. В кристаллизаторах Epsilon для уменьшения пережима донника используется две водяные камеры, каждая из которых снабжена рядом отверстий.
Охлаждающая вода подается через дно корпуса кристаллизатора. В начале литья в кристаллизаторах обычно используется только один ряд отверстий. В дальнейшем в процессе литья подача воды осуществляется через оба ряда отверстий [1].
2.2. Система удержания масла в кристаллизаторе
Эта система постоянно удерживает литейную смазку в системе подачи смазки для кристаллизаторов обеих технологий Wagstaff: щелевого Super Tru-Slot и струйного. Когда наклонная рама и литейный стол подняты, масло вытекает из системы смазки и попадает на оборудование, пол или в воду. Для эффективного предотвращения вытекания масла из литейного стола во время проведения планового техобслуживания используется надувная камера (рис.3) из высокотемпературной силиконовой резины.
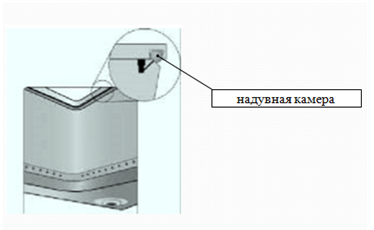
Рисунок 3 — Система удержания масла в кристаллизаторе
Когда камера надувается, она закрывает отверстия, через которые из системы смазки вытекает масло, предотвращая таким образом вытекание масла из системы подачи масла. Камера надувается при давлении не более 2.8 бар. [1].
2.3. Система центровки кристаллизатора
Система центровки кристаллизаторов является дополнительной системой, которой снабжены кристаллизаторы Wagstaff для производства прокатных
слитков. Система центровки основана на использовании пневматических цилиндров, которые монтируются на нижней крышке по периметру кристаллизатора и автоматически центрируют кристаллизатор относительно поддона. Поршни заранее устанавливаются таким образом, чтобы как раз достигать поверхности поддона, когда кристаллизатор отцентрован относительно поддона.
Кристаллизаторы Wagstaff для прокатных слитков могут быть снабжены пневматическими цилиндрами, которые используются для самоцентровки кристаллизатора по отношению к поддону до начала литья. Обычно для более крупных кристаллизаторов используется восемь цилиндров, которые монтируются на нижней крышке по периметру кристаллизатора. Хорошо подогнанные цилиндры автоматически центруют кристаллизатор по отношению к поддону, что предотвращает повреждение рабочей (литейной) поверхности кристаллизатора (рис.4).

Рисунок 4 — Система центровки кристаллизатора
Штоки поршней устанавливаются таким образом, чтобы расстояние до прокатной поверхности составляло 0,38 мм (0.015 дюйма), а до торцевой поверхности 0,76 мм (0.030 дюйма), при температуре окружающей среды. В выдвинутом положении кристаллизатор будет отцентрован относительно поддона [1].
3. Кристаллизатор модель «РИТЦ-18»
Кристаллизатор разработан ООО «РУСАЛ ИТЦ» в рамках проекта НИОКР «Разработка новой конструкции кристаллизатора для производства плоских слитков», предназначен для литья плоских слитков из алюминиевых сплавов под прокат на литейных машинах компании «Wagstaff» (США).
Основными материалами для изготовления кристаллизатора являются алюминиево-магниевые сплавы (АМг2, АМг2.5, АМг3) и нержавеющая сталь (12Х18Н10Т). Корпусные детали кристаллизатора изготавливаются прецизионно на металлообрабатывающем оборудовании с ЧПУ.
Кристаллизатор содержит следующие функциональные системы:
1) система подачи и регулирования охлаждающей воды;
2) система подачи и удержания смазки;
3) система выравнивания кристаллизатора относительно поддона (затравки) (рис. 5).
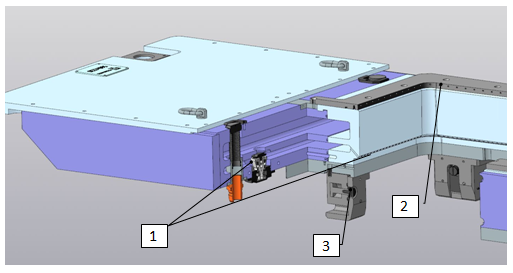
Рисунок 5 — Функциональные системы кристаллизатора «РИТЦ-18»
Особенностью конструкции является возможность замены изношенной рабочей (литейной) части кристаллизатора, с сохранением остальных деталей для многократного использования.
3.1.Система подачи и регулирования охлаждающей воды
Корпус кристаллизатора 1, две балки 2 и две боковые стенки 3 (рис.6) при сборке образовывают две камеры охлаждения (первичную и вторичную). Первичная и вторичная камеры охлаждения разделены перегородкой, содержащей четыре соединительных канала. Подвод воды в кристаллизатор осуществляется через быстроразъемные соединения. Вода проходит через фильтра, попадая в первичную камеру. Поступление воды во вторичную камеру охлаждения осуществляется из первичной камеры через соединительные каналы.
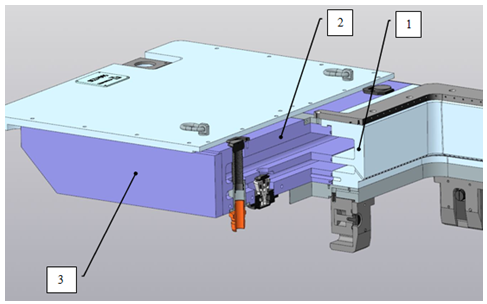
Рисунок 6 — Система охлаждения кристаллизатора «РИТЦ-18»
Из каждой камеры выходит один ряд форсунок, предназначенных для подачи воды на поверхность формирующегося слитка. Расположение и диаметр отверстий форсунок подобран таким образом, что бы обеспечить равномерное охлаждение отливаемого слитка.
3.2. Система подачи и удержания смазки
Для подачи технологической смазки на рабочую поверхность кристаллизатора служит фланец 1 (рис. 7). Фланец содержит внутренние каналы и ряд выходных отверстий, для подачи и равномерного распределения смазки по рабочей поверхности кристаллизатора.
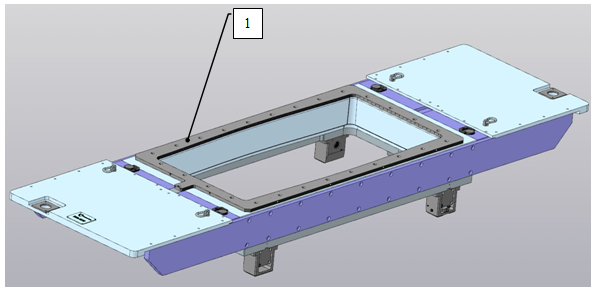
Рисунок 7 — Фланец кристаллизатора «РИТЦ-18»
Во внутренних каналах установлены гидравлические обратные клапаны, удерживающие смазку по завершении цикла литья.
3.3. Система выравнивания кристаллизатора относительно поддона
Для автоматического выравнивания кристаллизатора относительно поддона до начала литья служат шесть пневматических цилиндров 1 (рис.8). Каналы для подвода сжатого воздуха к пневмоцилиндрам располагаются в основании 2 (рис.8).
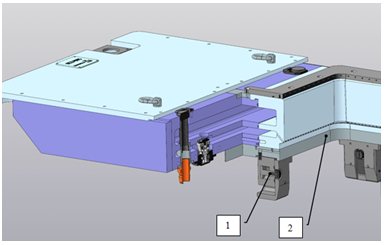
Рисунок 8 — Система выравнивая кристаллизатора «РИТЦ-18»
По команде с панели управления литейной машины на пневмоцилиндры подается сжатый воздух. Штоки цилиндров выдвигаются, центрируя кристаллизатор относительно поддона [2].
ЗАКЛЮЧЕНИЕ
Преимущества кристаллизаторов Wagstaff «Epsilon»:
— прочность конструкции, которая обуславливается тем, что кристаллизатор изготавливают из цельного гомогенизированного алюминиевого слитка;
— отличное распределение и однородность подачи воды обеспечивает фрезерованная водяная диафрагма;
— из-за съемных боковой прокатной поверхности каналы подачи охлаждающей воды легко осматривать и очищать от технологических включений;
— технология SplitJet является собственной разработкой компании Wagstaff, что придает ей уникальность.
Технология интенсивного охлаждения SplitJet обеспечивает надежность регламентов начала литья при различных условиях за счет оптимизации значений угла соударения воды и скорости теплопередачи как в начале литья, так и в рабочем режиме.
Недостатки кристаллизаторов Wagstaff Epsilon:
— стоимость одного комплекта кристаллизаторов (в комплекте 5 шт. кристаллизаторов) составляет около 200 000$ без НДС, так же растраты на логистику и таможенную декларацию.
— Ремонт рабочей(литейной) поверхности производится 2 способами: шлифовка на станке при незначительных царапинах (глубиной не более 1мм) и напайкой (сварочный аппарат с вольфрамовым электродом) при значительных повреждениях рабочей поверхности кристаллизатора( глубокие порезы, сколы). Напайка является ненадежным методом и вскоре на месте напайки слиток происходят надрывы слитка, так же зачастую на месте напайки возникает пористость, что так же приводит к дефекту слитка.
— при введении санкций Компания столкнулась с отсутствием в России запчастей и комплектующих для ремонта кристаллизаторов. Исключением стали различного рода уплотнительные кольца, шнуры и другие полимерные комплектующие, эти комплектующие специализирующие компании производители из России изготавливали самостоятельно.
Преимущества кристаллизаторов «РИТЦ-18»:
— стоимость одного комплекта кристаллизаторов (в комплекте 5 шт. кристаллизаторов) составляет около 80 000 — 100 000$, исключены растраты таможенную декларацию, сокращены расходы на транспортировку до завода-заявителя;
— особенность конструкции, при которой возможно заменить изношенную рабочую (литейную) часть кристаллизатора , с сохранением остальных деталей для многократного использования;
— производство запчастей и комплектующих в России.
Недостатки кристаллизаторов «РИТЦ-18»:
— на этапе прохождения множественных тестов, проводимых не на литейной машине, трудно выявить ряд каких-либо замечаний, касающихся проведения ТО, либо других технологических операций. На данный момент времени все появляющиеся недочеты требуют дополнительных доработок в конструкции или в функциональных системах кристаллизатора.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- Технология литья прокатных слитков: Руководство Wagstaff по эксплуатации и техническому обслуживанию оборудования с кристаллизаторами Epsilon (перевод на русский)/ Wagstaff, Inc. — USA, 2003.;
- Вербицкий, О. В. Руководство по эксплуатации и техническому обслуживанию ЛЦ 600.00.00.00 РЭ. Кристаллизатор модели «РИТЦ-18» для литья плоских прокатных слитков / О. В. Вербицкий, В. Г. Василенко. — Красноярск : ООО «РУСАЛ ИТЦ» Литейный центр, 2018. — 20 с.






